Ruční obloukové svařování
Ruční obloukové svařování (MMA) lze charakterizovat jako metodu svařování elektrickým obloukem s kovovými odtavujícími se elektrodami, které jsou obaleny tavidlem. Pro hoření elektrického oblouku se využívá jak stejnosměrný tak střídavý elektrický proud v závislosti na použitých elektrodách a svařovaném materiálu. Obal – tavidlo – má funkci metalurgickou, funkci plynotvornou a ionizační.

Přestože ruční obloukové svařování je nejstarší metoda svařování elektrickým obloukem, je díky své univerzálnosti a možnosti svařování ve všech polohách stále hojně využívaná. Protože náklady na pořízení svařovacího příslušenství mohou být velmi nízké, je snadno dostupná široké veřejnosti. Pro zajištění vysoké kvality svarů provedených metodou ručního obloukového svařování je nutností velmi dobrá zručnost svářeče. V porovnání s poloautomatickými nebo automatickými metodami svařování je výkon odtavení nízký.
Historie
Základy ke svařování elektrickým obloukem byly položeny objevem elektrického oblouku jako takového na počátku 19. století Humphrey Davyem.[1][2][3][4] Využití elektrického oblouku jako zdroje tepla pro svařování však poprvé použil až Francouz Auguste De Meritens v roce 1881. De Meritens svařil olověné desky akumulátorů hořením elektrického oblouku mezi svařovanými deskami a uhlíkovými elektrodami.[1][2] Nikolaj Benardos a Stanislas Olszewski – De Meritensovi studenti – využili tuto metodu pro svařování i ocelových částí.[4] Úspěšnost jejich modifikace dokládají patentové přihlášky v Evropě a USA[5] od roku 1885.
Použitím uhlíkové elektrody při svařování vznikala atmosféra CO2, která chránila roztavený svarový kov před nepříznivým vlivem okolního vzduchu.[4] Na druhou stranu uhlíková elektroda způsobovala nauhličení svarového kovu a tedy i jeho zkřehnutí.[6]
Rus Nikolaj Slavjanov v roce 1888 vyměnil uhlíkovou elektrodu za kovovou, která se při svařování odtavovala, spojil tak funkci elektrody a přídavného materiálu. Svůj vynález si nechal patentovat[7] pod názvem elektrické odlévání kovů.[8]
Na základě znalosti nepříznivých efektů okolní atmosféry na roztavený svarový kov, přišel v USA v roce 1889 Charles L. Coffin s aplikací tavidla[9], které umožňovalo svařování v neoxidujícím médiu. O rok později si nechal patentovat metodu svařování[10] velmi podobnou té, kterou navrhl Slavjanov o dva roky dříve.
Zvyšující se průmyslová výroba na počátku 20. století, vyžadovala nejen zvyšování kvantity ale i kvality svařovaných konstrukcí. Do té doby používané holé elektrody produkovaly svary o nízké tažnosti, která zapříčiňovala jejich praskání. Na odstranění těchto problémů pracovalo několik skupin. První, Oscar Kjellberg – zakladatel švédské firmy ESAB – v roce 1907[11] opatřil kovovou odtavující se elektrodu obalem z uhličitanů a křemičitanů (Německý říšský patent č. 231733[12] a US patent v roce 1910[13]), tzv. obalovaná elektroda.[1][2][14] Druhý, Arthur Percy Strohmenger experimentoval ve Velké Británii v letech 1909 až 1912 s tlustými obaly kovových elektrod, používal širokou škálu materiálů od azbestové tkaniny až po jíl a vápenec.[15] Výsledek své práce si nechal patentovat[16] v USA až v roce 1928. Jeho elektrodami bylo možné provádět svary o vysoké jakosti a s vysokou mírou čistoty svarové kovu.[14] Zpočátku byly obalované elektrody velmi drahé. Jejich vysoká cena byla způsobena nákladným technologicko-výrobním postupem.[2] Až změna technologie výroby kovového jádra tažením a zároveň průtlačného lisování použitého při výrobě jejího obalu, zlevnilo výrobu a zvýšilo dostupnost obalovaných elektrod pro běžné svářecí práce.[4]
Charakteristika
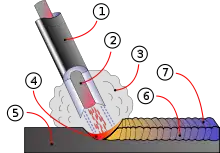
(1) obal elektrody, (2) kovové jádro elektrody, (3) ochranná atmosféra, (4) svarová lázeň, (5) základní materiál, (6) svarový kov, (7) struska
Jako u všech metod obloukového svařování se dociluje roztavení základního a přídavného materiálu hořením elektrického oblouku právě mezi základním materiálem resp. svarovou lázní a tavící se kovovou obalenou elektrodou.[17] Během hoření oblouku se elektrody odtavují, kov se ukládá do svarové lázně a tím dochází k vytvoření svarového spoje.
Z obalu se tvoří během svařovacího procesu struska, která vyplave na povrch svarové lázně na němž také ztuhne. Strusku je nutné velmi dobře odstranit, zvláště pokud bude kladena další vrstva svarových housenek.[18] Při neodstranění nebo nedokonalé odstranění strusky dojde k zalití strusky následujícími vrstvami svarového kovu. Tím se vytvoří nepřípustné vady ve svarovém kovu, tzv. vměstky.
Svařovací zdroje se používají vždy se strmou statickou charakteristikou, ale lze použít zdroje pro stejnosměrný proud, pulsní proud i střídavý proud.[19][20]
Ruční obloukové svařování se používá ve všech polohách, při rozsahu elektrického proudu od 10 do 2 000 A.[17] Velikost svařovacího elektrického proudu závisí na typu obalu a průměru elektrody, běžně se používá empirických vztahů.
| druh obalu | svařovací proud |
|---|---|
| bazický | |
| rutilový | |
| kde je průměr elektrody | |



Svařovací napětí lze určit podle vztahu [22].

Protože svarová lázeň je chráněna plyny vznikajícími při rozkladu tavidla a není tak nutná dodatečná plynová ochrana, je tento způsob vhodný i při svařování na stavbě či za nepříznivějších povětrnostních podmínek, s výhodou se používá např. při svařování betonářské výztuže.
Obalené elektrody

Jako přídavný materiál pro ruční svařování obloukem se používají tzv. obalené elektrody, které se skládají z kovového jádra a tavidla obaleného okolo jádra. Složení obalu určuje vlastnosti svarového kovu, musí vyhovovat daným základním materiálům a použitému svařovacímu proudu.[21][23]
Funkce obalu elektrod
Plynotvorná funkce obalu zajišťuje tvorbu ochranné atmosféry z kouře a plynů vznikajících při hoření elektrického oblouku a spalování tavidla. Ochranná atmosféra brání přístupu vzdušného kyslíku a dusíku do svarové lázně a tím zajišťuje požadované plastické vlastnosti svarového kovu.[21][24][25]
Rozkladem solí alkalických kovů v obalu dochází k lepšímu zapalování a hoření elektrického oblouku, tzv. ionizační funkce. Metalurgická funkce obalu způsobuje rafinaci svarového kovu a dodává prvky propalované ve svařovaných materiálech. U svařování ocelí dochází typicky k propalování molybdenu, titanu, křemíku a chrómu a dalších prvků, které musí být dolegovány buď v jádře elektrody nebo jeho obalu.[18] Ze svarového kovu se rafinují metalurgicky nevhodné prvky zejména fosfor a síra a svarová lázeň se desoxiduje. Pro rafinaci síry se využívá například mangan, ke kterému má síra větší afinitu než k železu.[21][24]
Výroba
Elektrody se vyrábějí buď máčením, usušením a obroušením nebo častější technologií lisováním a vysušením. Průměry elektrod bývají nejčastěji od 1,6 do 8,0 mm a jejich běžné délky v intervalu od 150 do 450 mm, pro zvláštní použití délky až 1000 mm.[21][24]
Skladování
Jednou z největších nevýhod obalovaných elektrod je jejich náchylnost k navlhání, které významně snižují kvalitu svaru, zejména plastických vlastností. Zvýšenou vlhkostí obalů se z nich dostává do svaru vodík, který způsobuje tzv. praskání za studena. Proto je velmi nutné skladovat obalované elektrody v suchu a před přímým použitím je nutné je přesušit a uchovávat ve speciálních nádobách (termoskách) za zvýšené teploty. Pravidla pro přesušování elektrod většinou doporučují výrobci elektrod. Účelem těchto procesů je omezit množství difundovaného vodíku ve svarovém kovu. Pro dosažení nejlepších plastických vlastností je maximální doporučeným množstvím difundovaného vodíku 5 ml na 100 g svarového kovu.[19][24]
Druhy obalů
Přesné složení obalů elektrod je předmětem chráněných receptur výrobců. Dále uvedená složení jsou čistě informativní.
| druh obalu | označení |
|---|---|
| bazický | B |
| rutilový | R |
| kyselý | A |
| celulosový | C |
| rutil-kyselý | RA |
| rutil-bazický | RB |
| tlustostěný rutilový | RR |
Bazický
Bazický obal obsahuje cca 45 % fluoritu, 40 % vápence, 10 % oxidu křemičitého, 5 % feromanganu, rutilu, vodního skla a další. Elektrody s bazickým obalem vyžadují stejnosměrný proud a nepřímé zapojení elektrody, tj. elektroda je připojena k anodě (+). Výjimku tvoří obaly na bázi zirkonu, které lze použít i při střídavém proudu. Bazické elektrody jsou vhodné pro svařování ve všech polohách. Velmi dobře se uplatňují při požadavku vyšší plasticity svarového spoje, tj. nízkého obsahu difúzního vodíku, nižšího vneseného tepla, atd. Velmi často se používají při opravách svarů provedených metodami svařování v ochranných atmosférách tavící se elektrodou.[19][25]
Rutilový
Rutilový obal obsahuje až 90 % titanových rud, buď rutil nebo Ilmenit a dále vápenec, oxid křemičitý, feromangan, a další. Elektrody s rutilovým obalem se používají pro střídavý proud nebo stejnosměrný proud a přímé zapojení elektrody, tj. elektroda je připojena ke katodě (-). Velmi dobře se zapaluje elektrický oblouk, strusku lze velmi snadno odstranit. Protože závar je velmi malý nedoporučuje se používat tyto elektrody pro svařování tlustých plechů. Dosažené plastické vlastnosti jsou horší než u bazických elektrod. Rutilové elektrody způsobují menší rozstřik.[19][25]
Kyselý
Kyselý obal obsahuje cca 50 % magnetitu, 20 % oxidu křemičitého, 20 % feromanganu, 10 % vápence, rutilu, vodního skla a další. Elektrody s kyselým obalem jsou vhodné pro střídavý proud nebo stejnosměrný proud a přímé zapojení elektrody, tj. elektroda je připojena ke katodě (-). Kyselé elektrody se přednostně používají pro polohy PA nebo PB, umožňují hluboký závar a disponují vysokým výkonem. Svary jsou náchylnější ke vzniku tzv. krystalizačních trhlin z důvodu nedokonalé rafinace síry a fosforu. Svarový kov má nižší pevnost ale vyšší houževnatost.[19]
Odkazy
Související články
- Obloukové svařování
- Svařování plazmatem
- Svařování pod tavidlem
Reference
- Ambrož et al., str. 13
- SEJPKA, Ladislav. Historie svařování v českých zemích.Téma: Úvod do historie svařování. Poznámky k historii obloukového svařování [online]. CWS ANB, 2009-05-13, rev. 2009-05-13 [cit. 2010-09-13]. Dostupné online.
- SAPP, Mark E. History of welding, Welding Timeline, 1800-1900 [online]. weldinghistory.org [cit. 2011-01-07]. Dostupné v archivu pořízeném dne 2010-07-22. (angličtina)
- Historický vývoj tavného spojování kovů [online]. CZ WELD s.r.o., rev. 2010-06-30 [cit. 2010-12-19]. Dostupné online. (čeština)
- Process of anmd apparatus for working metals by the direct aplication of the electric current. Původci vynálezu: Nikolaj N. BENARDOS, Stanislas OLSZEWSKI. USA, United States Patent Office. Patentový spis 363320. 1887-05-17. Dostupné: <online> [cit. 2010-12-19]. (angličtina)
- CHALMERS, Brian. A Summarized History of Welding [online]. Welding Resources, 2010-12-10 [cit. 2010-12-28]. Dostupné online. (angličtina)[nedostupný zdroj]
- Electrical Casting of Metals. Původce vynálezu: Nicolas SLAWIANOFF. USA, United States Patent Office. Patentový spis 577329. 1897-02-16. Dostupné: <online> [cit. 2010-01-30]. (angličtina)
- Николай Гаврилович Славянов [online]. weldportal.ru, 2006-11-27 [cit. 2010-11-28]. Dostupné v archivu pořízeném dne 2007-09-29. (ruština)
- Method of Welding Electrically. Původce vynálezu: Charles L. COFFIN. USA, United States Patent Office. Patentový spis 419032. 1890-01-07. Dostupné: <online> [cit. 2010-12-01]. (angličtina)
- Process of Welding Metal Electrically. Původce vynálezu: Charles L. COFFIN. USA, United States Patent Office. Patentový spis 428459. 1890-05-20. Dostupné: <online> [cit. 2010-12-28]. (angličtina)
- Svetsaren, The ESAB Welding and Cutting Journal, vol. 59, [online]. ESAB, no. 1/2004 [cit. 2010-11-06]. Dostupné v archivu pořízeném dne 2010-10-11.
- History Kjellberg Finsterwalde [online]. Kjellberg Finsterwalde Dienstleistungsgesellschaft mbH [cit. 2010-11-06]. Dostupné v archivu pořízeném dne 2011-10-15.
- Electric Welding, Brazing, or Soldering. Původce vynálezu: Oscar KJELLBERG. USA, United States Patent Office. Patentový spis 948764. 1910-02-08. Dostupné: <online> [cit. 2011-01-30]. (angličtina)
- SAPP, Mark E. History of welding, Welding Timeline, 1900-1950 [online]. weldinghistory.org [cit. 2011-01-07]. Dostupné v archivu pořízeném dne 2011-07-28. (angličtina)
- HENSLEY, Tim. A Brief History of Filler Metals [online]. The American Welder, 2007-10 [cit. 2010-12-28]. Dostupné v archivu pořízeném dne 2011-06-27. (angličtina)
- Welding Electrode. Původce vynálezu: Arthur Percy STROHMENGER. USA, United States Patent Office. Patentový spis 1674576. 1928-06-19. Dostupné: <online> [cit. 2010-12-28]. (angličtina)
- Ambrož et al., str. 189
- Stick Welding [online]. weldingengineer.com, 1999, rev. 2007-09-18 [cit. 2010-10-16]. Dostupné online. (angličtina)
- Obaly obalených elektrod - který zvolit? [online]. svarinfo.cz, 2007-11-22 [cit. 2010-10-15]. Dostupné online.
- Arc (MMA) welding basics [online]. weldingshop.co.uk, 2010, rev. 2010 [cit. 2010-10-16]. Dostupné v archivu pořízeném dne 2010-10-13. (angličtina)
- Kubíček, str. 5 a 6
- Ambrož et al., str. 193
- Ambrož et al., str. 200
- Ambrož et al., str. 201
- The Manual Metal Arc process (MMA Welding) [online]. TWI, 2004, rev. 2010 [cit. 2010-10-14]. Dostupné online. (angličtina)[nedostupný zdroj]
Literatura
- AMBROŽ, Oldřich; KANDUS, Bohumil; KUBÍČEK, Jaroslav, 2001. Technologie svařování a zařízení. Recenzent Václav Minařík. 1. vyd. Ostrava: Česká svářečská společnost ANB, ZEROSS, c2001. 395 s. ISBN 80-85771-81-0. S. 210. [reference viz Ambrož et al.].
- KUBÍČEK, Jaroslav. Technologie svařování [online]. ust.fme.vutbr.cz, 1994 [cit. 2010-09-25]. [reference viz Kubíček]. Dostupné v archivu pořízeném dne 2012-01-11.
Související články
Externí odkazy
 Obrázky, zvuky či videa k tématu ruční obloukové svařování na Wikimedia Commons
Obrázky, zvuky či videa k tématu ruční obloukové svařování na Wikimedia Commons - (česky) Ruční obloukové svařování
- (anglicky) SMAW Guidelines (.pdf)
- (anglicky) Molten Metal and Flux Transfer to Weld Pool (tj. přenos roztaveného kovu a tavidla do svarové lázně) na YouTube