Svařovací zdroj
Svařovací zdroj nebo svařovací agregát (slangově svářečka) je elektrické zařízení používané pro generování svařovacího proudu při svařování metodami obloukového svařování nebo při odporovém svařování. Svařovací zdroj musí splnit celou řadu požadavků vyžadovaných pro bezproblémové svařování jako je regulace elektrického napětí a elektrického proudu, odolnost při vzniku krátkodobých zkratů[pozn. 1], zapálení a stabilní hoření elektrického oblouku, stálost výkonu a dostatečná účinnost i zatěžovatel. Svařovací zdroje mohou dodávat stejnosměrný proud (svařovací dynama), usměrněný proud (svařovací usměrňovače a invertory), střídavý proud (svařovací transformátory).

Charakteristiky svařovacího zdroje
Dostupné svařovací zdroje umožňují generování svařovacího proudu v hodnotách od 0,05 až 20 A pro svařování mikroplasmové,[1] od 30 do 1 000 A pro svařování obloukovými metodami[2][3] a hodnoty v desítkách až stovkách kA pro odporové svařování.[4]
Zatěžovatel svařovacího zdroje
Zatěžovatel (DZ) svařovacího zdroje je jeden ze základních parametrů svařovacího zdroje,[5] který vyjadřuje poměr maximální možné doby svařování k celkovému pracovnímu času .



- Příklad
Pokud při celkové době práce se svářečkou 10 minut, lze efektivně používat svářečku 4 minuty, potom zatěžovatel svařovacího zdroje lze vypočítat jako:

Při ručním svařování by měl DZ být minimálně 40 % u automatických metod (např. svařování pod tavidlem) 100 %.[6]
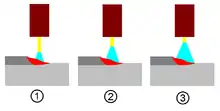
od nízkého napětí a vyššího proudu (1) až po vyšší napětí a nižší proud (3)
Stabilita oblouku
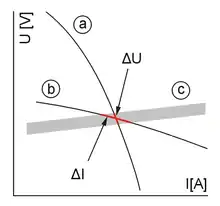
Stabilita oblouku má významný vliv na kvalitu svařovaného spoje a vyjadřuje se jako rozdíl gradientu zatěžovací charakteristiky zdroje (a) a voltampérové charakteristiky oblouku v pracovní oblasti (b) resp. (c), tj.:[7]

Statická charakteristika
Statickou charakteristiku zdroje, tzv. voltampérovou charakteristiku, lze vyjádřit závislostí mezi pracovním napětím a svařovacím proudem.[8][9]
Zdroje se strmou charakteristikou[pozn. 2] regulují hodnotu napětí v elektrickém obvodu v závislosti na celkovém odporu. Tzn. pokud se zvětšuje odpor, elektrický oblouk se prodlužuje, zvyšuje se napětí při konstantní hodnotě svařovacího proudu a naopak. Tato charakteristika je využívána pro svařování metodami ruční obloukové svařování obalenou elektrodou nebo svařování netavící se elektrodou v inertním plynu.[8][10]
Zdroje s plochou charakteristikou[pozn. 3] reagují na změnu odporu, resp. prodloužení elektrického oblouku, zvýšením svařovacího proudu při zachování konstantního napětí. To je výhodné při svařování svařování s tavící se elektrodou jak v ochranném plynu tak i při svařování pod tavidlem, kdy zdroj umožní zachovávat konstantní délku oblouku – tedy napětí – regulací rychlosti podávání se svařovacího drátu. Rychlost odtavování svařovacího drátuje úměrná velikosti svařovacího proudu.[8][10]
U zdrojů s polostrmou charakteristikou, se někdy také nazývají zdroje s konstantním výkonem, mají takovou charakteristiku, kterou lze popsat konstantním výkonem, tedy součinem napětí a proudu .[8]

Zdroje, které disponují regulací proudu a napětí, umožňují nastavení svařovacího normalizovaného napětí , které odpovídá pracovní oblasti, v závislosti na svařovacím proudu , tj.



Dynamická charakteristika
Dynamická charakteristika zdroje popisuje schopnost zdroje vyrovnávat s náhlými krátkodobými změnami napětí při zapalování oblouku, při zkratu a jeho přerušení.[11]
Synergický zdroj
Synergický zdroj, resp. synergický režim, označuje takový svařovací zdroj, jehož svařovací parametry jsou natolik optimalizovány, že při změně jednoho parametru – většinou rychlosti podávání svařovacího drátu – dojde k automatickému přenastavení dalších závislých parametrů, např. svařovacího proudu a napětí, průtok ochranného plynu, rychlost pojezdu, atd.[12] Touto funkcí je vybavena většina současných profesionálních (průmyslových) svářeček.
Bezpečnostní hledisko
Napětí naprázdno
Napětí naprázdno je maximální napětí, které může svařovací zdroj dodávat pokud se s ním v danou chvíli nesvařuje. Z bezpečnostních důvodů se maximální hodnota napětí omezuje na 113 V při používání stejnosměrného proudu a 80 V[pozn. 4] při používání střídavého proudu. Uvedené hodnoty jsou platné pro vnitřní prostředí. Při používání svařovacího zdroje mimo zakryté prostory platí přísnější regule.[5][6]

Druhy svařovacích zdrojů
Svařovací dynamo
Nejstarším zdrojem pro obloukové svařování je svařovací dynamo se sériově zapojenou tlumivkou lidově zvané "triodýna", které generuje stejnosměrný proud. Svařovací dynamo může být poháněno buď elektrickým nebo spalovacím motorem, který s dynamem tvoří jeden celek, tzv. svařovací agregát. Svařovací dynamo disponuje strmou statickou charakteristikou a je tedy vhodné pro svařování obalenou elektrodou nebo svařování TIG případně MIG/MAG. Svařovací proud se indukuje ve vodičích kotvy rotoru, které se otáčejí v elektromagnetickém poli statorového vinutí. Regulace svařovacího proudu je možná plynulá a dosahuje se změnou buzení magnetického pole statoru. Mezi nevýhody patří velká hmotnost, hlučnost, vysoká spotřeba elektrické energie a s tím spojená nízká efektivita. Naopak výhodou je vyšší hodnota zatěžovatele.[6]

Svařovací transformátor
Svařovací transformátor, který generuje jednofázový střídavý elektrický proud, sestává z jádra tvořeného křemíkem legovanými ocelovými plechy ve tvaru rámu, primární a sekundární cívky. Vinutí cívek je vyrobeno z měděných nebo hliníkových vodičů. Transformátor je napájen střídavým proudem, který protéká vinutím primární cívky a indukuje střídavé elektromagnetické pole. Elektromagnetickou indukcí vzniká ve vinutí sekundární cívky střídavé napětí. Po zapálení elektrického oblouku při svařování vznikne uzavřením svařovacího obvodu střídavý svařovací proud. Svařovací transformátory disponují polostrmou statickou charakteristikou a jsou vhodné pro ruční svařování obalenou elektrodou, případně pro TIG svařování, pro kterou je vhodný zdroj vysokonapěťových impulsů – vysokofrekvenční ionizátor. Svařovací transformátory mají nižší spotřebu, ale také nižší hodnotu zatěžovatele.[15]
Svařovací usměrňovač
Svařovací usměrňovač, který generuje stejnosměrný resp. usměrněný proud, se skládá ze síťového transformátoru a usměrňovacích prvků v sekundárním obvodu transformátoru. Usměrňovacími prvky jsou polovodičové křemíkové diody nebo tyristory. Použitím transformátoru, který může být jak jednofázový tak i třífázový, lze měnit výstupní proud jak na střídavý tak i na usměrněný. Svařovací usměrňovače mají nižší spotřebu v porovnání se svařovacími dynamy, vyšší účinnost až 80 %, nižší hmotnost a hlučnost.[16][17]
Svařovací invertor
Svařovací invertorové zdroje jsou moderní svařovací zdroje využívané zejména v průmyslové výrobě. Jsou to zdroje řízené výkonovými tranzistory, které pracují na základě středofrekvenčních měničů s frekvencemi od 20 do 100 kHz. Díky jejich uspořádání, které vede na vyšší pracovní frekvenci, dosahují transformátory menších rozměrů a hmotnosti. Účinnost se pohybuje okolo 90 %. Vysoká frekvence se dosahuje z usměrněného střídavého proudu. Tyto zdroje mají vlastní centrální řídící jednotku umožňující mj. i synergický režim.[18][19]
Poznámky
- Krátkodobé zkraty vznikají při přenosu roztaveného kovu elektrody do svarové lázně při tzv. zkratovém přenosu nebo principiálně při odporovém svařování
- Strmá charakteristika se často označuje taky jako měkká charakteristika, v angličtině se označuje constant current.
- Plochá charakteristika se často označuje taky jako tvrdá charakteristika, v angličtině se označuje constant voltage.
- Maximální hodnota u střídavého proudu dosahuje 113 V při efektivní hodnotě 80 V.
Reference
- Kubíček, str. 18
- Kubíček, str. 13
- Kubíček, str. 14
- Kubíček, str. 24
- Ambrož et al., str. 87
- Ambrož et al., str. 94
- Ambrož et al., str. 89
- Ambrož et al., str. 90
- ARMAO, Frank; BYALL, Lisa; KOTECKI, Damian; MILLER, Duane. GMAW Welding Guide [online]. Příprava vydání Jeff Nadzam. The Lincoln Electric Company, 2006-06-29, rev. 2006-10-10 [cit. 2010-09-26]. S. 25. Dostupné online. (angličtina)
- Ambrož et al., str. 91
- Ambrož et al., str. 92
- Ambrož et al., str. 104
- ČSN 33 2000-4-41. Elektrické instalace nízkého napětí - Část 4-41: Ochranná opatření pro zajištění bezpečnosti - Ochrana před úrazem elektrickým proudem. Praha : ÚNMZ, 2007-08-01. detail.
- Ambrož et al., str. 106
- Ambrož et al., str. 95
- Ambrož et al., str. 100
- Ambrož et al., str. 101
- Ambrož et al., str. 102
- Ambrož et al., str. 103
Literatura
- AMBROŽ, Oldřich; KANDUS, Bohumil; KUBÍČEK, Jaroslav, 2001. Technologie svařování a zařízení. Recenzent Václav Minařík. 1. vyd. Ostrava: Česká svářečská společnost ANB, ZEROSS, c2001. 395 s. ISBN 80-85771-81-0. S. 210. [reference viz Ambrož et al.].
- KUBÍČEK, Jaroslav. Technologie svařování [online]. ust.fme.vutbr.cz, 1994 [cit. 2010-09-25]. [reference viz Kubíček]. Dostupné v archivu pořízeném dne 2012-01-11.
Související články
Externí odkazy
 Obrázky, zvuky či videa k tématu Svařovací zdroj na Wikimedia Commons
Obrázky, zvuky či videa k tématu Svařovací zdroj na Wikimedia Commons