Vyměnitelná břitová destička
Vyměnitelná břitová destička (VBD) je součástka nesoucí řezný břit. Je upnuta do tělesa obráběcího nástroje. Jejich používání je vyvoláno snahou snížit náklady na výrobu a údržbu řezného nástroje oproti nákladům na využití celistvého nebo pájeného nástroje. Většinu destiček lze otáčet, takže je možno využít několik (až 8) břitů.



Druhy destiček
- z válcovaného polotovaru
- ze slinuté rychlořezné oceli
- nepovlakované
- povlakované
- armované – těleso ze slinutého karbidu je osazeno břity z vysoce tvrdých materiálů (kubického nitridu boru nebo polykrystalického diamantu)
- Z řezné keramiky
- z čisté keramiky
- z cermetu
- povlakované
Destičky z rychlořezné oceli
Používají se nejvíce pro nástroje na obrábění dřeva nebo plastů. Jsou určeny zejména pro frézovací práce. Vyrábějí se v různých tvarech podle tvaru nástroje. Obdélníkové a kosodélníkové se lidově nazývají žiletky (pro tzv. žiletkové frézy). Upínají se buď přímo šroubky s půlkulatou hlavou nebo pomocí klínu nebo sevřením do rozříznutého tělesa.
Mohou být jednostranné nebo dvoustranné. Jejich hlavní výhodou je možnost vybrousit je do velmi ostrého úhlu břitu. Také kvalita povrchu dosažená lapováním od výrobce je vyšší než dosažitelná kvalita při přeostřování.
Destičky ze slinutého karbidu
Také ze slinutých karbidů se vyrábějí ploché destičky pro obrábění dřeva a plastů. Mají však tupější úhel břitu.
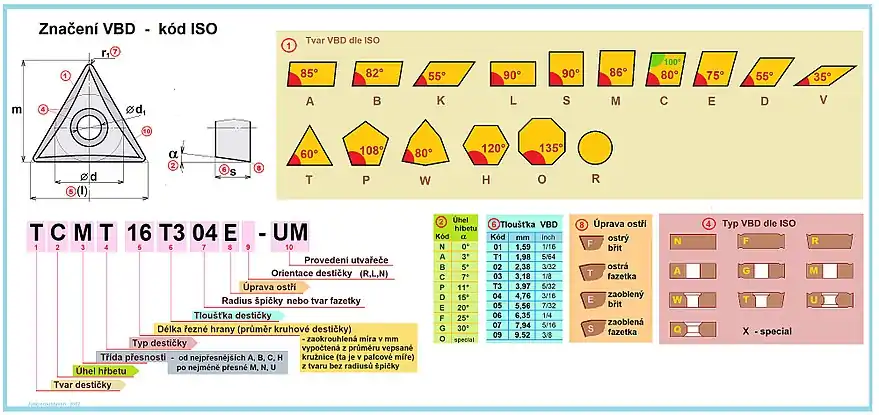
VBD pro obrábění kovů, přesněji řečeno pro soustružení a frézování, se vyrábějí ve tvarech normalizovaných normou ISO. Tyto destičky mají shodný systém označování, jenom destičky pro frézování s fazetkou na špičce mají místo rozměru radiusu kód značící úhly fazetek.
- destičky pro soustružení
K osazování soustružnických nožů jsou nejvíce využívány:
- pro uběrací nože – čtvercové destičky tvaru S, kruhové destičky R a kosočtvercové tvaru C (u nich se využívá vedlejší špičky 100°)
- pro uběrací rohové nože – trojúhelníkové destičky tvaru T, kosočtvercové tvaru C a E a šestiúhelníkové W
- pro kopírovací nože – trojúhelníkové destičky tvaru T, kosočtvercové tvaru D a V a kosodélníkové K
- pro upichovací a zapichovací nože – obdélníkové destičk tvaru L
- pro závitové nože a nože na tvarové zápichy – destičky vycházející z trojúhelníkového tvaru T
- destičky pro frézování
K osazování fréz se užívají převážně destičky tvarů S, C, T, W, R a A. Zejména destičky tvaru A (APKT a APKX) jsou velmi využívány pro válcové frézy do rohu.
Pro kotoučové frézy se využívají destičky SNHQ, pro stopkové drážkovací frézy jsou určeny speciální destičky označované LC a pro stopkové kopírovací (kulové) speciální destičky RC.
- destičky pro vrtání
U vrtáků se používá dvojí způsob osazení
- kopinaté – jedna destička představuje celé ostří vrtáku, je upnuta do průchozí drážky. Pro každý průměr je třeba speciální destička konkrétního rozměru.
- dělené – jednotlivé standardní destičky jsou osazeny do sedel v hlavě vrtáku. Užívají se destičky tvarů S a W.
Destičky z řezné keramiky
Tvary a jejich značení je stejné jako u destiček z SK. Převládají typy pro upnutí pomocí upínek.
Povlakování VBD
Vytváření povlaků na povrchu se týká zejména VBD ze slinutého karbidu. První destičky povlakované karbidem titanu prezentovala v roce 1969 firma Sandvik Coromant. Účelem povlaku je chránit povrch slinutého karbidu vysoce tvrdou vrstvou keramického materiálu před mechanickým, tepelným a chemickým působením obráběného materiálu. Technologie povlakování, volba a kombinace povlakovacích materiálů jsou stále předmětem výzkumu.
Jako povlaky se využívají kromě oxidu hlinitého zejména velmi tvrdé karbidy a nitridy titanu, chromu, hafnia, tantalu, zirkonia a další.
Přínos VBD
Proti celistvému nástroji jde především o úsporu nástrojového materiálu. Proti pájenému nástroji jde o výrobní náklady a náklady na přeostřování. Výroba samotného tělesa nástroje s VBD je sice dražší než výroba tělesa nástroje s připájenou destičkou, ale odpadají náklady na montáž a připájení destiček, odstranění přebytku pájky a tavidla (tzv. odmědění) a ostření. Také přeostřování pájených nástrojů je složitější než výměna VBD.
Dalším přínosem je využití destiček opatřených povlakem, který podstatně zvyšuje jejich užitné vlastnosti, a destiček s předlisovanými utvařeči pro různé režimy obrábění.
Externí odkazy
 Obrázky, zvuky či videa k tématu Vyměnitelná břitová destička na Wikimedia Commons
Obrázky, zvuky či videa k tématu Vyměnitelná břitová destička na Wikimedia Commons - Povlakování slinutých karbidů