Zákrut příze
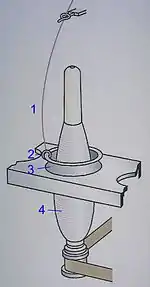
Zákrut je šroubovité vinutí vlákenného materiálu při výrobě a zpracování příze.[1]

Způsoby udělování a použití zákrutu
| Nástroj k zakrucování | Příklady použití | Max. obrátky /min. | Poznámka |
|---|---|---|---|
| vřeteno | prstencové dopřádací, skací, křídlové stroje | 20 000 | spec. skací vřetena: 3 zákruty na 1 obrátku |
| stlačený vzduch | tryskové dopřádací stroje | cca 3 miliony | 10 otáček proudu vzduchu = cca 1 zákrut[2] |
| rotor | bezvřetenové předení | 160 000 | |
| frikční kotouče/válce | tvarování filamentů, frikční předení | 4 miliony | filamenty s nepravým zákrutem (x) |
| zaoblovací pásy | mykání vlny a vigoně, posukování vlny | 1 500 | přást s nepravým zákrutem |
| křídlo | pramenice a stáčecí stroje na šňůry a lana | 1 200 | družení+zakrucování až několika desítek nití |
(x) Nepravý zákrut vzniká zakrucováním niti nebo zaoblováním svazku vláken mezi dvěma stiskovými liniemi na přechodnou dobu. Po uvolnění stisku zákrut zanikne.[3]
Zjišťování a stanovení počtu zákrutů
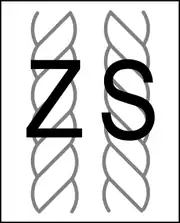
Podle směru uložení vláken nebo skaných nití do vzestupné šroubovice se rozeznává pravý (Z) a levý (S) zákrut – jak naznačuje nákres vpravo. Jestliže šroubovice stoupá zleva doprava, jedná se o zákrut Z a zákrut S se pozná podle vzestupného stoupání zprava doleva.
Hustota šroubovice se obvykle udává počtem zákrutů na metr. Počet zákrutů se měří na speciálních zákrutoměrech,[5] ve většině případů (až na zakrucování stlačeným vzduchem) se dá také vypočítat z poměru:
Zákruty (T/m) =

(n = počet obrátek zakrucovacího elementu, m = odváděcí rychlost hotové příze)
Při tomto výpočtu je však nutné brát ohled na zkrácení zákrutem (resp. seskání), které může být v závislosti na druhu materiálu a výrobní technologii velmi rozdílné (běžně 1,5-3 %, např. u krepových přízí až 15 %).
S přibývajícím počtem zákrutů se až do určité míry zvyšuje pevnost příze (substanční pevnost vláken se však dá využít maximálně na cca 65 %).
Zákrutová míra
U staplových přízí se používají jako vodítko ke stanovení optimálního počtu zákrutů matematické vzorce, které se zakládají na empiricky zjištěných hodnotách pro každý druh vláken, resp. zpracovávané příze. Např. Koechlinův vztah vychází z toho, že stoupání šroubovice zákrutu je stejné pro každou tloušťku příze a udává tzv. zákrutovou míru α pro určitý druh materiálu platící pro velký rozsah jemností příze
- ,

kde
- D je empiricky zjištěný optimální počet zákrutů,
- T je jemnost příze v texech.
V odborné literatuře (viz např. Schenek) se nezávazně doporučuje u prstencových přízí pro tkalcovskou osnovu = 100-120, pro rotorové příze cca = 140, pro tkalcovský útek pokud možno o 10 % a pro pletařské příze 20 % nižší zákrut. K výjimkám patří např. příze ze skleněných vláken, u kterých se udává = 65.

Zákrut skaných přízí
U skaných přízí platí pro stanovení výše zákrutu hlavně ekonomické aspekty, proto převažuje snaha určit např. u dvojmo skaných přízí maximálně 80 % počtu zákrutů použitých pro stejnou jednoduchou přízi. Osnovní příze pro rychloběžné tkací stroje se však často musí vyrábět s poněkud vyšším skacím zákrutem.

U přízí družených z většího počtu nití se skací zákrut patřičně snižuje. Např. u šestinásobného družení se počítá zhruba s polovinou zákrutů oproti dvojmo skaným přízím.
Literatura
Reference
- Schenek: Lexikon Garne und Zwirne, Deutscher Fachverlag 2005, ISBN 3-87150-810-1, str. 183-184
- Víření vzduchu u tryskového předení (anglicky): http://www.cottoninc.com/1998EFSConferencePresentations/CottonBlendingHowEFSCanHelp/ Archivováno 30. 12. 2009 na Wayback Machine
- The false twist texturing principle [online]. Textile Library, 2020 [cit. 2020-10-10]. Dostupné online. (anglicky)
- Pospíšil a kol.: Příručka textilního odborníka, SNTL Praha 1981, str. 281-284
- Twist Tester [online]. Testex Instruments, 2010-2020 [cit. 2020-10-10]. Dostupné online. (anglicky)