Paření příze
Účel a princip paření příze
Pařením se má zlepšit zejména stabilita (sklon ke smyčkování), objemnost a tepelná stálost příze. [2]
Příze ze staplových vláken
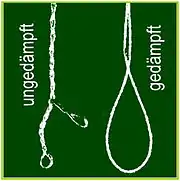
[3] Vlivem zákrutu dochází v přízi ze staplových vláken k vnitřnímu napětí, ze kterého se materiál snaží uvolnit roztáčením opačným směrem, takže se na přízi tvoří smyčky (viz snímek vpravo). Tento stav způsobuje značné potíže při soukání, skaní, příp. při dalším zpracování ve tkalcovně nebo pletárně. Poloha vláken v přízi se dá fixovat
- několikadenním skladováním (odležením) příze před dalším zpracováním, což je však zpravidla ekonomicky nevýhodné. [4]
- krátkodobým působením (mokrého nebo suchého) horka tj. pařením. Paření příze na potáčích nebo na cívkách je součást procesu výroby naprosté většiny staplových přízí.
Filamentové příze

[5] U filamentů ze zakroucených nekonečných vláken je vedle sklonu ke smyčkování obzvlášť problematické použití jako příze na všívané koberce s řezaným vlasem (např. saxony, shag, frieze). Bez tepelné stabilizace příze se rozštěpují špičky vlasů a tvoří se „štětce“ (viz snímek vpravo), které mají silně negativní vliv na vzhled a trvanlivost koberců.
Stabilizace se provádí kontinuálním pařením za zvýšeného tlaku nebo směsí horké páry a vzduchu při atmosférickém tlaku. Tvarované filamenty s nízkou tažností (s kontrakcí kadeření cca pod 20 %) se však nemají pařit. [4]
Strojní zařízení

Pro staplové příze
- Autokláv na přízi je tlaková nádrž ve formě válcovitého tunelu (viz snímek vpravo) s obsahem až 1000 kg příze na potáčích nebo na konických cívkách. Pařáky jsou obvykle konstruovány na tlak páry do 0,3 MPa při teplotách 50 až 150 °C a vakuum 700 mm Hg. [6]
Paření se provádí po partiích, výrobní postup a doba zpracování (cca 30 minut) jsou závislé na druhu materiálu a dalších faktorech. Zpracování sestává z fází: zahřívání, počáteční vakuum, paření, finální vakuum, vyrovnání tlaku. [7]
Příklad výrobního postupu
Vlněná příze: tlak na 88 kPa – 5 minut paření při 80 °C – tlak na 88 kPa – 15 minut paření při 80 °C – tlak na 88 kPa. [8]

- Pařák v agregátu dopřádacího a soukacího stroje
V posledních cca 20 letech 20. století bylo ve světě instalováno několik desítek prstencových dopřádacích strojů s přímo napojenými soukacími automaty, tzv. linkspinning. [9] Mezi předením a soukáním mohl být umístěn pařák (s označením Steamatik, viz snímek vpravo), [10] ve kterém se příze na potáčích měla stabilizovat ve vakuu a v několika vteřinách sušit. Z pozdější doby nejsou agregáty tohoto druhu známé a v textilních odborných publikacích nebyl dosud popsán ani linkspinning ani Steamatik.
Pro filamentové příze
Filamentové příze se až do 70. let 20. století pařily rovněž v autoklávech, [2] teprve potom se začaly používat kontinuálně pracující agregáty, kterými probíhá příze volně rozložená na dopravním pásu. [11]
Agregáty se vyrábí v několika variantách, známé jsou zejména
- Zařízení na paření s nasycenou párou (0,2-0,3 MPa) o teplotě 120-135 °C (podle druhu příze) ve složení:
| cívečnice | předpaření (průchodná skříň s atmosfer. tlakem) |
chlazení | pařák (tunel 9-18 m dlouhý) |
sušička | chlazení | akumulátor (zásobník na přízi) |
navíjecí stroj |

Na dopravním pásu (šířka 30-50 cm) probíhá současně 50-60 nití rychlostí až 700 m/min., které se po paření automaticky navíjejí na cívky.
- Paření při atmosférickém tlaku: V agregátu jsou namísto tunelu zařazeny 3-4 skříňové pařáky za sebou. Zařízení se používá pro příze z polyakrylu a směsi s akrylem. Paří se při nižších teplotách, spotřeba: pára cca 100 kg/hod, voda 75 l/hod, výkon do 7 tun/den. [12]
- Pařicí agregáty se dají napojit jako následný proces na barvicí stroj na příze s barvením nepřetržitě nebo jako space dyeing až v 8 barvách. [13]
Reference
- What is Heat Setting [online]. Textile Apex, 2015 [cit. 2017-10-20]. Dostupné online. (anglicky)
- Goswami: Advances in Carpet Manufacture, Woodhead Publihing 2017, ISBN 9780081018880, str. 293-296
- Yarn Conditioning [online]. Textile Today, 2014-01-01 [cit. 2017-10-20]. Dostupné online. (anglicky)
- Pospíšil a kol.: Příručka textilního odborníka, SNTL Praha 1981
- Effect of Heat Setting Process [online]. Formatex, 2016 [cit. 2017-10-20]. Dostupné v archivu pořízeném dne 2017-10-27. (anglicky)
- Yarn Steaming Autoclave [online]. Blue Moon, 2011 [cit. 2017-10-20]. Dostupné online. (anglicky)
- Autoclave operation methods [online]. wu huihe, 2013-11-01 [cit. 2017-10-20]. Dostupné online. (anglicky)
- G.H. Crawshaw; W S Simpson: Wool : science and technology, Woodhead Publishing Ltd. 2002, . ISBN 1-85573-574-1, str. 208
- Spinning machines [online]. Wotol, 2017 [cit. 2017-10-20]. Dostupné online. (anglicky)
- Heatsetting [online]. Maria-Online, 2011-2017 [cit. 2017-10-20]. Dostupné online. (německy)
- Power Heat Set [online]. textilmachines, 2011 [cit. 2017-10-20]. Dostupné v archivu pořízeném dne 2016-06-21. (anglicky)
- Setting acrylic yarn [online]. Superba, 2017 [cit. 2017-10-20]. Dostupné online. (anglicky)
- Space-dyeing carpet yarn [online]. Superba, 2017 [cit. 2017-10-20]. Dostupné online. (anglicky)