Přetrh příze
Přetrh příze je porucha způsobená odchylkou od optimálních podmínek výroby nebo zpracování.[1]
Relativně nejvyšším počtem přetrhů jsou zatíženy prstencové dopřádací stroje[2] [3] a tkací stroje,[4] přičemž v obou případech je odstraňování přetrhů závislé na ruční práci. Vysokou četnost přetrhů mohou vykazovat také rotorové dopřádačky a soukací stroje, zde však vysprávku přetrhů provádí z velké části roboty nebo automaty.
Z ostatních úseků textilní výroby: Například na pletacích strojích se zpravidla vyskytuje méně než 1/5 přetrhů v porovnání s tkacími stroji[5] a při splétání lan na paličkovacích strojích dochází k přetrhu příze jednou za tři hodiny.[6]
Prstencové dopřádací stroje
Příčiny přetrhů
K faktorům, které podstatně ovlivňují výrobní podmínky na dopřádacím stroji patří zpracovávaná surovina, technologie, stav výrobního zařízení, vlhkost a teplota vzduchu v okolí pracovních orgánů a kvalita personálu.[7]
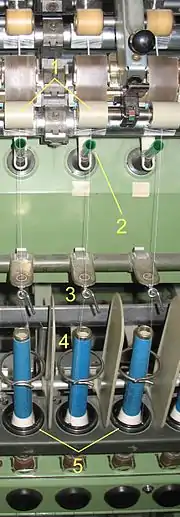
Přetrhy vznikají nejčastěji mezi průtahovým ústrojím /1/ a špičkou vřetene /4/ (na snímku vpravo). V případě přetrhu se konec hotové niti navine na potáč, zatímco stužka vláken vycházející z průtahového ústrojí je odváděna do trubičky odsávacího zařízení /2/.
Odstranění přetrhu

Obsluha stroje zastaví vřeteno s potáčem, odvine cca půl metru příze, protáhne jej běžcem /5/ a vodičem /3/ a provede přísuk, tj. zachytí koncem hotové příze stužku vláken těsně pod průtahovým ústrojím tak, aby se okamžitě začala stáčet do spirály a připojila se k hotové niti.[8] [9]
Popsaný úkon může trvat asi 1/4 minuty (s odchylkami v závislosti na druhu příze atd.). Obsluha prstencových strojů je obvykle organizována tak, že pracovník během pochůzky na přiděleném úseku vykonává různé práce, přičemž zhruba polovinu pracovní doby zabírá odstraňování přetrhů (tedy asi 120 přísuků za hodinu).
Počet přetrhů na množství vyrobené příze vykazuje v závislosti na shora uvedených podmínkách značné rozdíly (asi mezi 2 a 10 na kilogram příze). V odborné literatuře se nenajdou průměrné nebo statistické údaje, četnost přetrhů značně kolísá zejména u menších přádních partií.
Vliv přetrhů na ekonomiku výroby
Jestliže se na prstencových strojích vyrábí ročně 40 milionů tun příze, musí se například při průměrných 4 přetrzích na kilogram nejméně 600 000 lidí ve světě zaměstnávat výhradně jejich odstraňováním. Přetrhy způsobují také 2-5 % ztrát na výrobní kapacitě dopřádacích strojů. Tyto údaje naznačují, že přetrhy příze zapříčiňují značnou část (až 10 %) výrobních nákladů zejména v regionech s vysokou úrovní mezd.[2][3]
V západní Evropě bylo už v 80. letech minulého století několik prototypů pojízdných tzv. „zapřádacích“ robotů ve zkušebním provozu. V současné době (2020) nabízí jedna strojírna podobná zařízení k prodeji, o jejich parametrech a uplatnění v praktické provozu není však dosud nic známo.[10] [11]
Tkací stroje
Příčiny přetrhů na tkacím stroji
Vlastnosti (zpracovatelnost) příze jsou vedle zhruba stejných vlivů jako na dopřádacích strojích zdaleka nejdůležitější faktor. Patří k nim zejména:
Pevnost a tažnost zpracovávaných materiálů je z velké části dána fyzikálními vlastnostmi, které se sotva nechají ovlivnit, například:
- jednoduchá česaná bavlněná příze dosáhne maximální pevnost asi 18 cN/tex,
- nekonečná syntetická vlákna mají ve srovnání s bavlnou trojnásobnou pevnost a tažnost,
- mykaná vlna má sotva třetinu pevnosti bavlny atd.[12]
Výkonové parametry tkacích strojů se proto nechají plně využít prakticky jen s osnovami z nekonečných syntetických vláken.
Stejnoměrnost a čistota všech přízí je silně ovlivněna podmínkami při předení. Zatímco počet přetrhů na dopřádacím stroji je jen přibližný indikátor, elektronický test hotové příze, při kterém se zaznamenává stejnoměrnost, tenká a tlustá místa a nopky v přízi, dává přesné údaje. Na základě těchto testů se už po desetiletí ve Švýcarsku vydávají etalony, podle kterých se dá u každé přádní partie zjistit její kvalitativní zařazení oproti celosvětové konkurenci (Uster Statistics).
Během soukání se téměř všechny příze elektronicky kontrolují a teoreticky by se zde mohly vyřadit všechny vady. V praxi by to však nebylo vždy ekonomicky výhodné (zejména u přízí s vysokým počtem vad), intenzita čištění příze se řídí požadavky odběratele (a cenovou kalkulací).

Odstranění přetrhu
Snímek vpravo ukazuje část tkacího stroje, ve které vzniká naprostá většina přetrhů. Osnovní niti /1/ se trhají převážně mezi nitěnkami /2/ a začátkem hotové tkaniny /3/. Zarážky zastaví chod stroje okamžitě po vzniku přetrhu, obsluha musí najít konec niti, provléknout jej paprskem /5/ (v případě přetrhu před brdem i nitěnkou), nastavit chybějící kus niti a svázat oba konce dohromady.[13]
Menší část přetrhů nastává před vstupem do nitěnek, počet přetrhů útku /4/ je poměrně nízký a k odstraňování tohoto druhu poruch již existují strojní zařízení.[14]
Vliv přetrhů na ekonomiku tkaní
Podle některých starších průzkumů jsou náklady na přetrhy při zpracování staplových přízí (v přepočtu na kilogram) u tkacích strojů 3-4 x vyšší než na dopřádacích strojích. [15][16]
Vady ve tkanině
Všechno vyrobené zboží prochází výstupní kontrolou, prohlížečka oděvních tkanin může například na zvláštní tabuli kontrolovat asi 800 m² za hodinu. Vady se na tkanině označují, (označená místa se na konfekci vystřihnou) a když jejich počet přesáhne určitý (sjednaný) limit, zařazuje se tkanina do nižší cenové třídy.[17]
Část vad v dražších (hlavně vlněných) tkaninách se opravuje vyšíváním nebo nopováním jako součást výstupní kontroly (výkon například: 300 m²/hod.)[18]
Automatická fotoelektronická kontrola vad přímo na tkacích strojích se už uplatňuje v několika tkalcovnách.[19]
Literatura
- Pospíšil a kol.: Příručka textilního odborníka, 2. část., SNTL Praha 1981, str. 422
- Talavášek a kol.: Tkalcovská příručka, SNTL Praha 1980, str. 69 a 603-617
- Berner/Koslowski: Chemiefaserlexiikon, ISBN 3-87150-185-9 Deutscher Fachverlag Frankfurt/Main 1983, str. 81
Reference
- Fadenbruch [online]. Zeitfluss, 2018 [cit. 2018-05-09]. Dostupné online. (německy)
- Analyse und Optimierung [online]. ITV Denkendorf, 2003-10-16 -. Dostupné online. (německy)
- Ueber die Fadenbruchzahl und Spinngrenze [online]. ETH Zürich, 1951 -. Dostupné online. (německy)
- Schneider: Vorbereitungsmaschinen für die Weberei, Springer-Verlag 2013, ISBN 9783642928680, str. 6
- Entwicklung und Zukunft der Rundstrickmaschine [online]. Mayer & Cie., 2006-04-05 -. Dostupné v archivu pořízeném z originálu. (německy)
- Flechtmaschine [online]. IFI Claims, 2012-03-01 -. Dostupné online. (německy)
- Lünenschloß: Der Einfluß der Spindelexzentrizität, Springer-Verlag 2013, ISBN 9783663068006
- Souček a kol.: Technologie přádelnictví, SNTL Praha 1986
- Wagenhals/Rohner: Sozialverträgliche Technikgestaltung, Springer-Verlag, ISBN 9783322942364
- Anspinnroboter ROBOspin [online]. Rieter, 2020 [cit. 2020-09-11]. Dostupné online. (německy)
- Kießling/Matthes: Textil- Fachwörterbuch, Berlin 1993, ISBN 3-7949-0546-6, str. 111
- Uster Statistics [online]. Uster Technologies, 2018 datum přístupu = 2018-05-09. Dostupné online. (anglicky)
- Fries: Weberei-Technik, Arbeitgeberkreis Gesamttextil Frankfurt/Main 1988, ISBN 3-926685-39-5, str. 5.02-5.06
- Kurbel-Burkskin-Webstuhl [online]. Brandenburgisches Textilmuseum, 2016-06-22 -. Dostupné online. (německy)
- Auswirkung von Fadenbrüchen [online]. Lenzinger Berichte, 1986 -. Dostupné online. (německy)
- Wedekind: Die Plankostenrechnung in der Textilindustrie, Springer-Verlag 2013, ISBN 9783663070306, str. 9
- Fries: Weberei-Technik, Arbeitgeberkreis Gesamttextil Frankfurt/Main 1988, ISBN 3-926685-39-5, str. 6.01-6.16
- Über Kunststopfen und Ausbessern [online]. Schneider-Burscheid, 2018 -. Dostupné online. (německy)
- Cyclops [online]. BMSvision, 2016-06-22 -. Dostupné online. (německy)