Laserové svařování
Laserové svařování (laser welding) je technologie, kterou je možné dosáhnout nerozebíratelného spojení součástí. Laserové svařování patří mezi tavné svařování, kde se k natavení materiálu používá laser. Touto metodou lze svařovat kovové i nekovové materiály. Laserové svařování je svařování bez přídavného materiálu, s tavným práškem, nebo drátem. Tato metoda svařování může být provedena v atmosférických podmínkách, ale i v ochranné atmosféře.

Princip metody

Princip laserového svařování je roztavení materiálů, jejich promíchání v tavné lázni a následným ztuhnutím se vytvoří svar. Dobře svařitelné materiály jsou do 0,22 % C. Svařovat lze konstrukční oceli, korozivzdorné oceli, hliník a jeho slitiny, měď a titan. Oceli s obsahem uhlíku nad 0,5 % nejsou doporučovány ke svařování.
Kondukční svařování
Kondukčním svařováním neboli svařováním vedením tepla se nataví plechy podél požadovaného spoje, tavenina se promíchá a následným ochlazením se vytvoří svar. Nevzniká velká tepelně ovlivněná oblast. Vytvořené svary jsou hladké a bez pórů, a proto není potřeba další úpravy. Tato metoda se hlavně používá pro svařování tenkostěnných plechů. Hloubka svaru se pohybuje maximálně do 1 mm. Hloubka svaru je omezena tepelnou vodivostí materiálu. Pokud není teplo dostatečně rychle odváděno, dojde ke zvýšení teploty obrábění nad odpařovací teplotu materiálu, kov se začne odpařovat a hloubka svaru bude mnohonásobně větší. Tento proces je nazýván hluboké svařování.
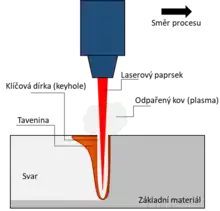
Hluboké svařování (keyhole)
Hluboké svařování neboli svařování klíčovou dírkou je zpracování materiálu s velmi vysokým výkonem (1 MW) a s velmi vysokou intenzitou paprsku. Vytváří se kovová pára spolu s kovovou taveninou. Kovová tavenina je vytlačována párou ven a vytváří se kapilára (klíčová dírka). Tímto způsobem je vytvořen úzký, hluboký svar. Účinnost laserového zpracování stoupá s absorpcí laserového paprsku v tavenině. S použitím CO2 laserů vzniká plazma (ionizované laserové světlo), které také napomáhá k vyšší účinnosti a rychlosti zpracování materiálu. Z důvodu vysoké rychlosti jsou tepelné ovlivnění materiálu a deformace malé. Tato metoda je použita tam, kde je požadována velká hloubka svaru až 25 mm. Hloubka svaru může být až desetkrát větší než šířka svaru.
Aplikace laserového svařování
Laserové svařování se používá jak pro kusovou, tak i pro velkosériovou výrobu z důvodu vysokých svařovacích rychlostí, přesného, kvalitního svaru bez trhlin, nečistot a pórů. Laserové robotické svařování je využíváno ve výrobě, kde je zaručena vysoká opakovatelnost. Konvenční metody svařování jsou často nahrazeny laserovým svařováním.
Pomocí laseru lze svařovat kovové materiály (běžně svařitelné nízkolegované a austenitické nerez oceli), hliníkové slitiny, hořčíkové slitiny, titanové slitiny, měděné slitiny, niklové slitiny, konvenčně obtížně svařitelné heterogenní spoje těchto slitin a také plasty a kompozity.
Pro laserové svařování se nejčastěji používají vláknové a diodové lasery.
Legislativní požadavky
Doporučení vztahující se na laserové svařování jsou uvedeny v normách:
- ČSN EN 1011-6 Svařování – Doporučení pro svařování kovových materiálů – Část 6: Laserové svařování
- ČSN EN ISO 6520-1 - Svařování a příbuzné procesy - Klasifikace geometrických vad kovových materiálů - Část 1: Tavné svařování
- ČSN EN ISO 12932 - Svařování - Hybridní laserové svařování ocelí, niklu a miklových slitin - Určování stupňů kvality
- ČSN EN ISO 13919-1 - Svarové spoje zhotovené elektronovým a laserovým svařováním - Požadavky a doporučení pro určování stupňů jakosti - Část 1: Ocel, nikl, titan a jejich slitiny
- ČSN EN ISO 13919-2 - Svařování - Svarové spoje zhotovené elektronovým a laserovým svařováním - Směrnice pro určování stupňů jakosti - Část 2: Hliník a jeho svařitelné slitiny
- ČSN EN ISO 15609-4 - Stanovení a kvalifikace postupů svařování kovových materiálů - Stanovení postupu svařování - Část 4: Laserové svařování
- ČSN EN ISO 15609-6 - Stanovení a kvalifikace postupů svařování kovových materiálů - Stanovení postupů svařování - Část 6: Laserové hybridní svařování
- ČSN EN ISO 15613 - Stanovení a kvalifikace postupů svařování kovových materiálů - Kvalifikace na základě předvýrobní zkoušky svařování
- ČSN EN ISO 15614-11 - Stanovení a kvalifikace postupů svařování kovových materiálů - Zkouška postupu svařování - Část 11: Elektronové a laserové svařování
- ČSN EN ISO 15614-14 - Stanovení a kvalifikace postupů svařování kovových materiálů - Zkouška postupu svařování - Část 14: Laserové hybridní svařování oceli, niklu a slitin niklu
- ČSN EN ISO 17658 - Svařování - Vady při řezání kyslíkem, laserem a plasmou - Terminologie
Výhody laserového svařování
- Vysoké rychlosti zpracování materiálu při zachování předepsané kvality
- Optimální technologie pro automatizaci
- Možnost svařování konvenčně nesvařitelných materiálů
- Malé vnesené teplo a deformace svařovaných součástí
- Svařování bez přídavného materiálu
- Bezkontaktní proces
Galerie
 Naleptaný svar pro kontrolu hloubky svaru
Naleptaný svar pro kontrolu hloubky svaru Koutový svar
Koutový svar Detail svaru
Detail svaru Laserové svařování nekonečného profilu
Laserové svařování nekonečného profilu