Hlboké ťahanie
Pre ťahanie, ako objemové tvárnenie pozri ťahanie (tvárnenie)
Hlboké ťahanie je technologický proces plošného tvárnenia pri ktorom je z rovinného materiálu (napr. plechu) vytvorený trojrozmerný výrobok – duté teleso. Nástrojom na hlboké ťahanie je podľa STN 226001 ťahadlo, ktoré sa skladá z dvoch častí ťažníka a ťažnice. Výrobkom je výlisok. Strojom pre hlboké ťahanie je lis. Materiálom pre hlboké ťahanie je hlbokoťažný plech (oceľ, hliník, meď), alebo špeciálne plasty.
Ťahanie podľa spôsobu a metód
- Voľné ťahanie (plytké / hlboké)
je tvárnenie rovinného polotovaru (prístrihu) do priestorovej štruktúry bez zmeny hrúbky steny, bez pridržiavania materiálu pridržiavačom.
- Ťahanie s pridržaním.
Pridržiavač zabezpečuje rovnomerné napnutie polotovaru a zabraňuje vzniku vlnenia na okraji polotovaru.
- So stenčením steny / bez stenčenia steny.
Hrúbka steny je väčšinou (s toleranciou) konštantná. Je však možné i ťahanie so stenčením steny. Je náročnejšie na výpočet, aj na technické pomery ťahania. Dajú sa takto vytvoriť aj veľmi tenkostenné nádoby (napr. tuba na zubnú pastu).
- Spätné ťahanie
Polotovar sa vytiahne jedným smerom, obráti sa a ťahá sa opačne. Zahnutá štruktúra pôsobí ako pridržiavač. Používa sa, ak v druhom kroku potrebujeme ťahať hlboko.
- Žliabkovanie, napínanie
je vytláčanie plytkých reliéfov do výlisku s cieľom spevneniť a zvýšiť jeho tuhosť.
- Rozširovanie
je proces, pri ktorom sa výlisok získaný ťahaním na konci rozšíri.
- Zužovanie
je proces, pri ktorom sa výlisok získaný ťahaním na rozšírenom konci zúži.
- Lemovanie

je vytváranie záhybu buď s cieľom zvýšiť pevnosť, alebo ako technologický otvor (napr. pre ďalšie rezanie závitu a pod.), alebo pre vytvorenie spoja dvoj výliskov (lemový spoj napr. vrchnák na konzerve).
- Preťahovanie
je tvárnenie polotovaru ťahaním cez šablónu. Takto sa najčastejšie vyrábajú švové rúrky (spoj sa zvarí, alebo zalemuje). Je možné vytvárať aj iné duté profily (štvorec, obdĺžnik a pod.).
- Špeciálne
- tvárnenie gumou
- tvárnenie kvapalinou
Technológia
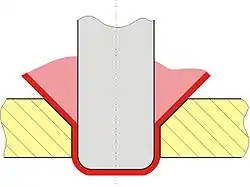
Ťahaním plechu vzniká výlisok v nerozvinutorm tvare. Základným polotovarom je platňa plechu, alebo (pre drobné súčiastky) plechový pás, ktorý je možné automaticky podávať do lisu. Ťažník je tlakom lisu zatláčaný do ťažnice. Medzi nimi sa nachádza materiál, ktorý postupne na seba preberá tvar ťažníka a spolu s ním je vťahovaný do ťažnice. Tým vznikne priestorový útvar. Materál postupuje cez ťažnú hranu, ktorá je najviac namáhanou časťou ťažnice. Materiál musí byť zvolený tak, aby nedošlo k jeho pretrhnutiu, ani ku vzniku prasklín a nerovnomerných stenčení. Je nutné tiež počítať s trením a zmenami pevnostných charakteristík materiálu vplyvom pretvárnenia.
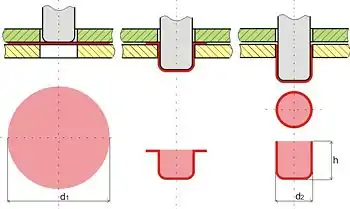
Pri ťahaní sa z plechového výstrižku hrúbky n priemeru d1 vytvorí priestorový objekt priemeru d2 s výškou h. Ak predpokladáme, že nedochádza ku zmene objemu materiálu, ale len ku jeho preskupeniu do nového tvaru, bude výška h väčšia ako šírka medzikružia d1 – d2.
Vidíme, že pri hlbokom ťahaní dochádza nielen ku ťahovému namáhaniu výlisku, ale aj k tlakovému. Vonkajší okraj výstrižku sa stáva vonkajším okrajom výlisku. Dno je namáhané len veľmi málo. Driek výlisku je namáhaný hlavne na ťah. Na ohybe hrany ťažnice je materiál namáhaný na ťah, ohyb aj tlak, k čomu sa pridáva aj namáhanie trením. Ak sa nepoužije pridržiavač, horný okraj výlisku nie je namáhaný na tlak (od pridržiavača), ale ťažné sily spôsobia dvíhanie materiálu a vznik vĺn. Najväčšie sily vznikajú na hrane dna výlisku. Pri prílišnom tlaku, alebo nevhodnom materiáli sa ako prvé odtrhne dno výlisku na zlomovej hrane.
Nástroj
Ťažnica
je základnou časťou ťahacieho nástroja. Obvykle je pevná. spojená so spodnou (pevnou) časťou ťahacieho lisu. Od jej parametrov závisí kvalita povrchu výlisku. Ťažnicu charakterizuje:
- tvar pracovnej plochy
- tvar tvárniacej hrany (zaoblenie)
- drsnosť (čo najhladšie, materiál sa kĺže po povrchu)
- upevnenie k lisu
- spôsob vyberania výlisku
- jednoťahová, viacťahová, poradie ťahu
- tvar a členitosť povrchu
- odolnosť voči oderu
Ťažník
je nástroj, ktorý vykonáva prácu. Je spojený s pohyblivou časťou lisu. Postupne vtláča materiál do ťažnice.
- tvar tvárniaceho čela
- zaoblenia hrán
- drsnosť povrch (vhodne zvolená drsnosť umožňí lepšie unášanie materiálu)
- odvzdušňovanie (aby sa vo výlisku nehromadil stlačený vzduch)
- tvar, členitosť
- jednoťahový, viacťahový, poradie ťahu
- odolnosť voči oderu
Pridržiavač
má za úlohu pridržať materiál pri ťahaní, umožňuje rovnomerné vtiahnutie materiálu do ťažnice, zabraňuje vzniku vlnenia elimináciaou tangenciaálnych tlakov na okraji polotovaru, ak ide o ťahanie so stenčením steny, musí polotovar pevne pridržať na mieste, aby nebol vťahovaný do ťažnice. Tento typ pridržiavača nemá hladký tvar, ale pridržiavacie lišty a žliabky. Potrebu pridržiavača určuje materiálová konštanta a zložitosť (hĺbka) výlisku.
Sila a práca
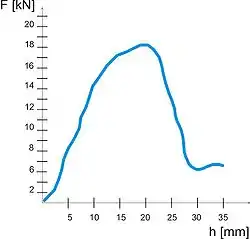
Pre určenie sily sa vychádza z faktu, že dovolené napätie v kritickom priereze musí byť menšie, ako je medza pevnosti materiálu. Inak povedané maximálna sila ťahania musí byť menšia, ako sila ktorá spôsobí odtrhnutie dna výlisku. Priebeh potrebnej ťažnej sily sa v priebehu ťahania mení. Potrebná sila sa počas ťahania mení, z počiatku stúpa po maximum (zhruba do polovice ťahania), potom začne klesať.
Veľkosť ťažnej sily pre rotačný výlisok bez pridržiavača:
F = S . Rp
S =plocha materiálu namáhaného ťahom (S = d.n) [mm2] Rp = medza pevnosti materiálu [MPa] d = priemer ťažníka [mm] n = hrúbka plechu [mm]
Veľkosť ťažnej sily pre rotačný výlisok s pridržiavačom:
F = FT + FP = S . n . Rp + Sp . p
F = celková sila FT = sila ťažníka FP = sila pridržiavača S = dĺžka obvodu polovýrobku [mm] n = hrúbka plechu [mm] Rp = medza pevnosti materiálu [MPa] Sp = plocha pridržiavača [mm2] p = tlak pridržiavača (0,5 – 3) [MPa]
Veľkosť práce sa potom vypočíta
A = F . h
Rozmery polotovaru
Celkový presun materiálu je značný, preto sa ťahanie na jedenkrát robí len zriedka. Väčšinou sa robí na niekoľko krokov. Prvé kroky sa robia s veľkým priemerom a malou hĺbkou, postupne ďalšími ťahmi sa výlisok zužuje a zároveň predlžuje. Počet ťahov záleží od priemeru a výšky výlisku. Ak sa vyčerpá plasticita, musí sa výlisok pred ďalším krokom vyžíhať.
Pre určenie maximálneho ťahu na jeden krok a počtu krokov sa používa súčinieľ ťahania (stupeň ťahania) jedného kroku
m = d / D
m = súčiniteľ ťahania d = priemer výlisku [mm] D = priemer polotovaru [mm]
Hodnoty súčiniteľov sú tabuľkové (pre valcovité nádoby a daný materiál). Ak ide o zložitejšie tvary, počíta sa hodnota pre maximálne zakrivenie steny a maximálnu hĺbku. Pre ďalšie ťahy sa počíta podobne. Celkový koeficient výrobku dostaneme, ako súčin jednotlivých čiastkových koeficientov. Vo všeobecnosti je ťahanie závislé na druhu materiálu, predchádzajúcom spevnení, hrúbke steny, tvare hrán, rýchlosti ťahania, tlaku pridržiavača, mastení, tvare výlisku a ťažníka.
Polotovar na ťahanie sa obvykle vyrába s presahom (prídavkom). Veľkosti prídavku sa určujú tabuľkovo a graficky. Prídavok by mal byť čo najmenší. Uprednostňuje sa výlisok s oválnym dnom. Ak musí byť výlisok hranatý, volia sa čo najoblejšie rohy. Materiál musí mať vyhovujúce vlastnosti (hlbokoťažnosť).
Mastenie
Pre zníženie trenia sa musí použivať mastenie ťažnice. Ako mastivá sa používajú suché (práškové), alebo emulzné mastivá. (fosfátové, draselné, vápenaté, bórax, mydlo atď.). Mastivá sú väčšinou bezvodé (max. 2,5% vody) a nesmú byť hygroskopické. Aby mastivo mohlo plniť svoju funkciu musí byť vtiahnuté do ťažnice v dostatočnom množstve ideálne v súvislej vrstve. Vhodné mazivo ovplyvňuje celý proces ťahania a povrchové vlastnosti výlisku. Na mastivá sú mimo základnej funkcie (mastenie) kladené aj ďalšie nároky (ekonomické, ekologické, zdravotné hľadiská a pod.). Dôležité je, aj to, aby sa dalo mastivo jednoducho odstrániť, resp. aby ho nebolo nutné odstraňovať vôbec napr. aby nevadilo pri ďalšom spracovaní materiálu.
Podobne je potrebné mastiť aj pridržiavač. Mastí sa hlavne ťažnica. U ťažníka sa využíva jeho drsnosť na lepšie vtiahnutie materiálu do ťažnice, preto sa mastí len ojedinele.
Vznik vĺn

Pri ťahaní sa presúva značný objem materiálu. Vonkajší obvod výlisku je rádovo menší, ako vonkajší priemer polotovaru. Keď materiál nie je pridržiavaný, má tendenciu sa dvíhať a vplyvom meniaceho sa priemeru a stúpajúceho tlaku má tendencie vytvárať vlny. Pri malej deformácii sa vlny zrovnajú o hranu ťažnice, pri väčších deformáciách sa tento jav musí kompenzovať pridržiavačom. Pri veľmi veľkom pretvárnení musí aj pridržiavať vytvárať značný tlak, aby sa vlny netvorili. Vlny môžu spôsobiť nerovnomernosť okraja výlisku.
Ťahanie ostrohranných výliskov

Ostrohranné výlisky (krabice) sa ťahajú len plytko. Ostrý roh spôsobuje zvýšenú koncentráciu napätia. preto je toto miesto najslabšie. Pri ťahaní ostrohranného výlisku dochádza ku maximálnemu pretvoreniu práve v rohoch. Ak by sme ťahali krabicu z pravouhlého polotovaru, dostali by sme výlisok s vysokými vytiahnutými rohmi. Preto sa polotovar vyrába s oblo skosenými rohmi, ktoré vytvoria pravouhlý výlisok.
Ťahanie so zvláštnym postupom
- Ťahanie so stenčením steny. Pri ňom dochádza aj k stenčovaniu steny výlisku. Používa sa ako jeden z posledných krokov. Ťahá sa na požadovanú hrúbku steny.
- Spätné ťahanie sa používa pre zvláštny tvar výliskov, alebo ak nemôžeme (nechceme) používať pridržiavač. Opačne zahnutý lem pridržiava výlisok a eliminuje vlnenie polotovaru pri ťahaní. Pri takomto pridržiavaní je možné dosiahnuť vyššie ťahacie sily. Opačný prelis sa v poslednom kroku odstrihne.
- Ťahanie stupňovitých výliskov sa vykonáva niekoľkými krokmi, pričom sa používa aj zužovanie a rozťahovanie.

- Ťahanie kónických výliskov sa realizuje ak užšia strana je dnom výlisku. Musí sa ťahať postupne – stupňovito, a až ako posledný krok sa stupne vyrovnajú vhodnou ťažnicou a ťažnńikom. Podobne je možné ťahať aj guľovité tvary.
- Ťahanie s ohrevom sa používa pre plasty a zliatiny v studenom stave ťažko tvárniteľné (Al, Ti, Mg zlitatiny)
Použitie
Ťahanie sa využíva hlavne pre výrobu dutých súčiastok napr. v obalovej technike (tuby na pasty, kovové fľaše – termosky), nádoby (hrnce, poháre), vane, rámy, podvozky karosérií (celá karoséria auta sa vyrába z tvarových dielcov vyrobených hlbokým ťahaním), kryty, nábojnice a pod.
Špeciálne spôsoby ťahania
Namiesto kovových nástrojov používajú iné druhy nástrojov a prostredí.

Tvárnenie gumou
Princíp je založený na elasticite gumy a zároveň na fakte, že napriek pružnosti je guma objemovo nestlačiteľná. Guma nemení povrch výliskov, je možné lisovať aj povrchovo konečne upravené polotovary. Nevýhodou je zložitá technológia a nutnosť použitia veľkých síl. Nie je tiež možné ťahať zložité a ostrohranné tvary. Ťahať sa dá relatívne len plytko. Musí sa použiť značná hrúbka gumy (3x viac, ako bude hĺbka výlisku).
Tvárnenie kvapalinou
- Hydroform. Táto technológia je podobná tvárneniu gumou. Nie je však použitá plná guma, ale tenká a pevná gumová membrána, pod ktorú je hydraulicky natlačená kvapalina. Membrána bráni priamemu kontaktu výlisku s kvapalinou. Je možné relatívne jednoducho regulovať veľkosť tlaku.
- Hydromechanické ťahanie. Používa sa pre hlbšie ťahanie. Polotovar je zovretý medzi pridržiavačom a ťažnicou. Pod polotovar je natlačená kvapalina. Ťažník tlačí na polotovar, ale keďže pod ním je kvapalina polotovar sa prispôsobí povrch ťažníka. Nedochádza ku poškodzovaniu povrchu výlisku, ani ku zmene hrúbky steny
Literatúra
- Hrivnak: Teória tvárnenia a nástroje
- Blascik: Teória tvárnenia
- Kovac: Tvárniace stroje
- Hysek: Tvářcí stroje