Ťahanie (tvárnenie)
Pre ťahanie ako plošné tvárnenie pozri hlboké ťahanie
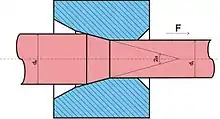
Ťahanie je technologický proces objemového tvárnenia, pri ktorom sa polotovar pretiahne otvorom menším, ako je rozmer polotovaru, čím sa zmenší plocha jeho prierezu pri súčasnom náraste jeho dĺžky.
Ťahaním zhotovujeme drôty, rúry a profily. Pri ťahaní sa polotovar pretiahne prievlakom. Prievlak je tvárniaci nástroj vyrobený z nástrojovej ocele, keramiky, alebo iného vhodného materiálu, s otvorom prierezu kužeľa zhotovenom tak, aby postupne zmenšoval priečny prierez, pričom rastie dĺžka polotovaru. Tvárnením sa dosahuje presný prierez, dobrá akosť povrchu a spevnenie materiálu. Po vyčerpaní plasticity materiálu sa musí táto obnoviť tepelným spracovaním (žíhanie s pod.)
Ťahanie môže byť za tepla (materiál je predhriaty), alebo za studena. Ťahá sa za mokra, alebo za sucha, s mastením, alebo bez neho. Polotovar sa dá ťahať aj s už vyhotovenou povrchovou úpravou (cínovanie, zinkovanie).
Technológia
Ťahanie sa väčšinou uskutočňuje v niekoľkých fázach – postupne v niekoľkých prievlakoch za sebou. Zmena priemeru v jednom prievlaku je daná schopnosťou materiálu pretvárniť sa, ale i medzou pevnosti materiálu v ťahu, aby trecie sily boli menšie ako medza pevnosti materiálu v ťahu. Ťahová (osová) sila v drôte sa v kužeľovom zúžení mení na radiálny silu (radiálny tlak), ktorý v mieste zúženia prievlaku vykoná deformačnú (tvárniacu) prácu. Deformáciou sa mení priemer materiálu, a keďže musí byť zachovaný jeho objem, musí sa zmeniť dĺžka materiálu, materiál sa natiahne. Mimo tvárniacej sily vzniká v mieste tvárnenia aj trecia sila, (trenie materiálu o prievlak), čím sa materiál nahrieva. Ťahová (osová) sila sa zmení na ohrev.
Materiál je v mieste tvárnenia namáhaný ťahom a tlakom. Pretvárnenie materiálu nie je v celom priereze homogénne väčšie predĺženie je v osi materiálu. Príliš vysoké pretvárnenie môže spôsobiť poškodenie materiálu. Na veľkosť ťažnej sily majú vplyv parametre materiálu:
- mechanické vlastnosti materiálu (chemické zloženie, štruktúra, tvrdosť, kujnosť),
- úber – zmena priemeru (ťažná sila rastie s úberom)
- tvar výrobku (čím väčší priemer, tým väčšia sila),
- tvar prievlaku (malý uhol zväčšuje treciu silu),
- tvrdosť (čím je tvrdší prievlak, tým je menší trecí koeficient),
- mastivo (zmenšuje koeficient trenia a tým vyžadovanú treciu silu)
- rýchlosť ťahania (malá rýchlosť ťahania vyžaduje zvýšenie ťažnej sily).
Tvárnenie sa preto vykonáva postupne cez niekoľko prievlakov až po požadovaný priemer.
Pre drôty o priemere menšom ako 0,5 mm sa používajú prievlaky (kamene) z prírodných diamantov, pre väčšie priemery drôtu prievlaky zo syntetických polykryštalických diamantov. Počas ťahania sa mení štruktúra drôtu (krehnutie, tuhnutie). Preto sa drôt musí priebežne žíhať (ohriať a pomaly ochladiť), čím sa umožní ďalšie pretvárnenie.
| Parameter | Hrubé ťahanie | Stredné ťahanie | Jemné ťahanie | Najjemnejšie ťahanie |
|---|---|---|---|---|
| Vstupný drôt (priemer) | 8 – 20 mm | 1,8 – 3,6 mm | 0,8 – 1 mm | 0,12 – 0,25 mm |
| Výstupný drôt (priemer) | 0,8 – 8 | 0,1 – 1,6 | 0,05 – 0,1 | 0,012 – 0,05 |
| Postupne prievlakov | 1 – 2 | 1 – 28 | 1 – 14 | 1 |
Najjemnejšie drôty, ktoré je možné vyrábať ťahaním majú priemer cca 0,003 mm (ľudský vlas má priemer 0,05 mm) napr zlaté drôty pre použitie na pripájanie čipov do puzdra.
Technológia ťahania je nákladnejšia, ako valcovanie, a preto sa používa len pre drôty veľmi tenké, alebo pre drôty vyžadujúce kvalitný povrch a presný priemer. Získanie kovovo lesklého povrchu vyžaduje kvalitný povrch vstupného polotovaru (bez okují).
- jednoduché ťahanie – jednoduchý ťah cez prievlak
- s protiťahom – jednoduchý ťah, + protiťah, menšie sily, menšie nahrievanie
- stupňovité ťahanie (tvárnenie vo viacerých krokoch – menšie sily, ale vyššie náklady
- ťahanie za tepla – predhriaty, pre materiál, ktorý sa za studena tvárni zle
- ťahanie po schladení – zvýšenie pevnosti (vyššie povrchové spevnenie)
Obvyklé prierezy pre ťahanie sú kruhový, šesťhran, štvorec, plochý prierez atď.
Ťahanie rúr a profilov
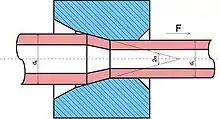
Pre ťahanie rúrok a dutých profilov sa používa ťahanie bez navíjania (bez ohýbania – na jedenkrát). Najčastejšie sa rúrka ťahá za studena v priemeroch od 0,1 až do 250 mm, tenkostenné i hrubostenné rúrky, všade tam kde sú zvýšené nároky na presnosť a kvalitu povrchu. Ako polotovar sa používa krátka hrubostenná odlievaná, alebo valcovaná bezošvá rúra.
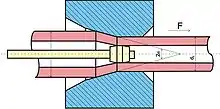
Ťahanie na pevnom tŕni – v prievlaku je napevno upevnený tŕň, ktorý tvaruje vnútornú stenu rúrky (vonkajšiu tvaruje prievlak. Doasahuje sa tým presný tvar (vonkajší aj vnútorný rozmer) a zároveň presná hrúbka steny rúrky. Nevýhodou je, že vstupná rúrka nemôže byť príliš dlhá, kvôli nutnosti upevnenie tŕňa.

Ťahanie na voľnom tŕni – tŕň voľne pĺáva v rúrke (nie je nijako upevnený). Dôležitý je tvar tŕňa a prievlaku, aby nedochádzalo k vťahovaniu tŕňa do prievlaku. Takto je možné ťahať aj veľmi dlhé rúrky.
Profily nepravidelných tvarov sa ťahajú pomocou viacdielnych prievlakov zostavených v ráme. Používajú sa tam, kde je potrebné dosiahnuť vysoký presnosť profilov obvykle pre špeciálnu strojársku výrobu (napr. vložky zámkov).
Stroje na ťahanie
Na ťahanie sa požívajú ťahacie stolice. Stolice poznáme:
- S priamočiarym pohybom (reťazové, hrebeňové atď.), kde je materiál upnutý do klieští vo vozíku a ťahaný v stroji na jeden pohyb. Obvykle je možné vytiahnuť naraz okolo 60 – 100 m. Prievlak je intenzívne tlakovo mastený. Takto sa ťahajú obvykle rúry a profily, ktoré sa nedajú navíjať.
- S navíjaním – používajú sa hlavne pre ťahanie drôtu. Drôt sa prevíja z bubna na bubon. Ťahanie je obvykle niekoľkostupňové (cez viacero prievlakov).
Nástroje
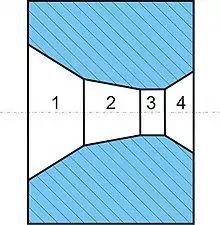
Nástrojom pri ťahaní sú prievlaky (niekedy označované aj ako kaliber). Prievlak sa pri práci nepohybuje. Je namáhaný silovo – ťah, tlak, a tiež na oter. Prievlaky sa vyrábajú z ocelí (nástrojová oceľ), spekaných karbidov, keramiky, drahých kameňov (diamant) a pod. Kvalita povrchu prievlaku sa priamo premieta do kvality výsledného produktu. Prievlak pozostáva z viacero kužeľov z rôznymi vrcholovými uhlami. Zavádzací uhol (prvý) má obvykle 45° – 60°, ťažný kužeľ (tvárniaci) má obvykle okolo 10° – 12°. Obvykle idú za sebou zavádzací kužeľ, mazací kužeľ, ťažný kužeľ, kalibračný kužeľ a výstupný kužeľ. Niekedy sú kužele združené (jeden kužeľ pre viacero funkcií). Mazací kužeľ slúži na rovnomerné rozdelenie maziva po drôte, kalibračná časť slúži pre vytvorenie hladkého a lesklého povrchu. Výstupná časť slúži pre odľahčenie tlaku v drôte po tvárnení. Prievlak je obvykle vyrobený z jedného kusa, pre väčšie prierezy sa používajú skladané prievlaky. Výhodou skladaného prievlaku je, že je možné regulovať ich rozmer.
1. Zavadzací a mazací kužeľ, 2. Ťažný kužeľ, 3. Kalibračný valec, 4. Výstupný kužeľ
Mastenie
Pre zníženie trenia sa musí použivať mastenie prievlaku (drôtu). Ako mastivá sa používajú suché (práškové), alebo emulzné mastivá. (fosfátové, draselné, vápenaté, bórax, mydlo atď.)
Na stykových plochách drôt – prievlak vznikajú tlaky až 100 MPa a teploty 100 – 300 °C. Vplyvom vysokých teplôt a tlaku dochádza k premene pevného mastiva na kvapalinu. Vysoké tlaky menia viskozitu. Viskozita sa dá upraviť plnivom, najčastejšie hydroxidom vápenatým (vápno). Pomer mydlo – vápno predstavuje veľmi dôležité kritérium pri voľbe maziva. Jeho hodnota je závislá na priemere ťahaného drôtu, jeho pevnosti v ťahu, veľkosti úberu a rýchlosti ťahania. Mastivá sú väčšinou bezvodé (max. 2,5 % vody) a nesmú byť hygroskopické. Aby mastivo mohlo plniť svoju funkciu musí byť vtiahnuté do prievlaku v dostatočnom množstve ideálne v súvislej vrstve. Časť z neho prejde aj na už vytiahnutý drôt (zvyškové mastivo). Vhodné mazivo ovplyvňuje celý proces ťahania drôtu, jeho povrchové vlastnosti. Na mastivá sú mimo základnej funkcie (mastenie) kladené aj ďalšie nároky (ekonomické, ekologické, zdravotné hľadiská a pod.). Dôležité je, aj to, aby sa dalo mastivo jednoducho odstrániť, resp. aby ho nebolo nutné odstraňovať vôbec napr. aby nevadilo pri ďalšom spracovaní materiálu.
Literatúra
- Hrivnak, A.: Teória tvárnenia a nástroje
- Blascik, F.: Teória tvárnenia
- Novotný, K.: Nástroje a prípravky: Tvárnenie
- Niehoff Machinenfabrik, výrobný program – stroje na ťahanie drôtu