Popouštění
Popouštění je tepelné zpracování oceli, během něhož se vhodným ohřevem ovlivňují její vlastnosti, zejména se odstraňuje vnitřní pnutí po předchozím kalení. Ocel se téměř vždy po kalení popouští. Provádí se pomalým ohřátím materiálu na tzv. popouštěcí teplotu, která je nižší než teplota kritického bodu A1, tj. bez fázových a strukturních přeměn. Obvykle se provádí v tzv. popouštěcích pecích.

Technologie
Teplota popouštění se může lišit v závislosti na požadavcích a složení oceli od 160 °C do 500 °C či více. Popouštění se provádí v popouštěcích pecích, které lze volitelně vybavit ochrannou atmosférou. Ochranná atmosféra zabraňuje oxidaci povrchu během procesu a používá se zejména při vyšších teplotách popouštění. U některých typů ocelí je doba popuštění velmi důležitá, stejně jako teplota popouštění, má zásadní vliv na výsledné mechanické vlastnosti materiálu. V závislosti na chemickém složení oceli se při určitých teplotních intervalech může objevit fenomén označovaný jako popouštěcí křehkost. Popuštění v rámci této teploty by se normálně nemělo provádět. Tyto oblasti jsou obvykle uváděny v materiálovém listu příslušné oceli výrobcem oceli nebo ve specifikaci spolu s nejvhodnější teplotou popouštění pro konkrétní požadavky tvrdosti.
Výhody
Maximální tvrdost oceli, které lze dosáhnout kalením bez popuštění, uděluje materiálu nízkou houževnatost. Popouštění snižuje tvrdost materiálu a zvyšuje jeho houževnatost. Pomocí popouštění lze přizpůsobit vlastnosti materiálů (poměr tvrdost/houževnatost) dle konkrétního použití.
Aplikace a metody
Popouštění lze rozdělit na tři hlavní skupiny
- Popouštění při nízké teplotě 160 °C až 300 °C používané pro cementované komponenty a za studena tvářené nástrojové oceli. Obvykle je požadována tvrdost okolo 60 HRC. Tento proces se někdy nazývá napouštění nebo popouštění na barvu.
- Popouštění pružinových ocelí při 300 °C až 500 °C se používá na pružinové oceli a obdobné použití. Obvykle je požadována tvrdost okolo 45 HRC.
- Popouštění při vysoké teplotě 500 °C či vyšší se používá pro kalené a popouštěné oceli, za tepla tvářené nástrojové oceli a rychlořezné oceli. Tvrdost se bude pohybovat mezi 300 HB po 65 HRC v závislosti na materiálu. Některé více legované oceli získávají při popouštění vyšší tzv. popouštěcí (neboli druhou) tvrdost, a to díky přeměně zbytkového austenitu.
Zušlechťování
Zušlechťování oceli je v podstatě kalení a popouštění na nižší tvrdost. Zušlechťováním oceli optimalizujeme její pevnost. Používá se u konstrukčních uhlíkových a nízkolegovaných ocelí tzv. „ocelí k zušlechťování“. Předpis u každé takové oceli obvykle stanoví podmínky pro:
- zušlechtění na dolní pevnost
- zušlechtění na střední pevnost
- zušlechtění na horní pevnost
Tyto tři způsoby se liší výší popouštěcí teploty. Výchozí kalení je obdobné při zušlechťování na pevnost i popuštění na tvrdost.
Napouštění vnitřním teplem
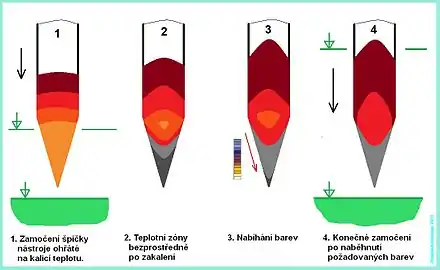
Při menších kovářských pracích, jako je kování nástrojů a jejich následné zakalení, se používá tzv. napouštění, což je popouštění „na barvu“ vnitřním zbytkovým teplem. Při něm se nenechá zchladnout při zamočení celý průřez tělesa, ale zbylé teplo se nechá postupovat zevnitř zpátky do ostří nástroje, přičemž se sledují nabíhající popouštěcí barvy postupující směrem k ostří. Jakmile požadovaná barva dosáhne ostří, celý nástroj se zamočí do vody nebo se zamočí částečně a poté se nechá vychladnout ve vlhkém písku.