Elektrojiskrové obrábění
Elektrojiskrové nebo elektroerozivní obrábění (zkratka EDM z angl. Electric Discharge Machining) je technologie, při níž se materiál odebírá drobnými elektrickými výboji (jiskrami) mezi obrobkem a elektrodou v kapalném dielektriku. Hlavní výhody spočívají v tom, že lze obrábět i velmi tvrdé materiály, mezi nástrojem a obrobkem nepůsobí mechanické síly a stroje se velmi snadno řídí počítačem (CNC). Pro vysokou přesnost a kvalitu povrchu a pro možnost obrábět i velmi složité tvary se nejčastěji používá při výrobě lisovacích nástrojů. Hlavní nevýhodou je pomalý odběr materiálu a energetická náročnost.

Historie
Roku 1770 studoval anglický fyzik Joseph Priestley drobné krátery, které vznikají působením elektrického výboje. Ruští vynálezci B. R. Lazerenko a N. I. Lazarenko zkonstruovali roku 1943 funkční model stroje pro elektrojiskrové obrábění. První komerční stroj vyrobila roku 1952 švýcarská firma Charmilles (dnes GF AgieCharmilles, součást společnosti Georg Fischer), která jej roku 1969 také opatřila číslicovým řízením.
Popis metody
Elektrojiskrové obrábění spočívá v odebírání materiálu sérií výbojů (jisker), které řízeně vznikají mezi vodivým obrobkem a elektrodou jako nástrojem. Elektroda, obvykle připojená na záporný pól, se obrobku nedotýká a je od něho oddělena malou mezerou kapalného dielektrika, nejčastěji na bázi vody (elektrojiskrové řezání drátem), nebo na bázi oleje či petroleje (elektrojiskrové hloubení). V obou případech se jedná o dielektrikum. Elektroda se k obrobku pomalu přisouvá, až se vrstva dielektrika ionizuje („probije“) výbojem, který na obrobku vytvoří malý kráter. Materiál se elektroerozivně odbourá řízeným elektroerozivním výbojem zčásti odtaví, zčásti spálí a z části odpaří. Dielektrikum v mezeře se musí stále vyměňovat, aby se odplavily spaliny materiálu („vyplachování“), u drátové řezačky výplachem shora a se zdola, u hloubičky pohybem elektrody a manuálně řízeným výplachem. Moderní stroje pracují s pulzním proudem o špičkové intenzitě v desítkách i stovkách ampér a o frekvenci v řádu desítek kilohertz. Nastavením těchto parametrů lze regulovat jednak rychlost odběru materiálu, jednak kvalitu a přesnost povrchu. Generátor má zpětnou vazbu, takže může automaticky korigovat nepravidelnosti, například nahodilý kontakt elektrody s obrobkem, a podle průběhu proudu řídí pohyby elektrody.
Přednosti metody plynou hlavně z toho, že nástroj a obrobek se nedotýkají a nepůsobí na sebe mechanickou silou. Proto lze obrábět i velmi jemné a složité tvary i z velmi tvrdých materiálů, například kalené oceli, slitin titanu atd. Tím se radikálně změnila například technologie výroby nástrojů, které se dříve musely kalit až po obrobení. S elektrojiskrovým obráběním se tvary vyrábějí až po zakalení, takže žádná deformace nehrozí. Elektrojiskrovým obráběním lze dosáhnout vysoké přesnosti a kvality povrchu, které se vyrovnají broušení.
Mezi hlavní omezení patří pomalý odběr materiálu a velká spotřeba energie, kdežto problém opotřebení elektrody se dalším vývojem podařilo významně omezit.
Elektrojiskrové hloubení
Hloubicí stroj čili hloubička vypadá podobně jako vertikální frézka se stolem a křížovým posuvem, místo vřetene je však držák elektrody, který periodicky zajíždí do záběru a když nastane výboj, vyjíždí ven. Naprogramovat lze i pohyb do stran. Elektroda je přesným negativním modelem žádoucího tvaru, který se do obráběného kusu zahloubí, elektroda je vyrobena s potřebnou korekcí pro hrubování nebo kalibrování (šlichtování) tvaru. Proto se metoda tak dobře hodí pro výrobu lisovacích forem, kde je elektroda přesným modelem výsledné lisované součásti. Elektrody se vyrábějí nejčastěji z mědi, z wolframové mědi a menší opotřebení vykazují elektrody z grafitu. Elektroda se k obrobku střídavě na několik setin nebo desetin vteřiny přisouvá a zase odsouvá, aby se umožnilo vyplachování elektroerozivně odbouraného materiálu. Hloubení může trvat i mnoho hodin v závislosti na požadovaném povrchu (Ra) a v závislosti na velikosti elektrody, stroje však dokáží pracovat zcela automaticky.[1]
Tímto způsobem lze hloubit i velmi složité tvary, ale také například speciálními stroji vrtat otvory startovací otvory pro drátové řezání: elektrodou je měděná nebo mosazná trubička, která může být jednokanálková nebo vícekanálková (odbourává veškerý vrtaný materiál) trubička a to i velmi malého průměru (v rámci setin milimetru) a libovolného průřezu (jednokanálková nebo vícekanálková). Držák elektrody může být kromě toho vybaven ještě číslicově řízeným zařízením, které elektrodou pohybuje ve vodorovné rovině, například po přímce, po kružnici, po šroubovici apod. Pro některé jednodušší tvary se tak nemusí vyrábět zvláštní elektrody, ale tvar se postupně „vyjiskří“ jednoduchou elektrodou a po té dopracuje složitějším tvarem.
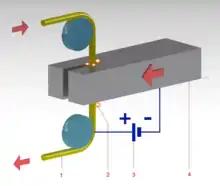
Elektrojiskrové řezání (drátování)
Podobně probíhá elektrojiskrové řezání čili drátové řezání. Elektrodou je kalibrovaný, nejčastěji mosazný drát o standardním průměru 0,25 mm (může se jednat o průměry 0,02-0,33 mm a různě povlakované dráty pro různě řezané materiály), napjatý mezi dvěma rameny stroje s přesným vedením. Drát se odvíjí a řez se vyplachuje deionizovanou vodou. Stroj, stručně drátovačka (drátovka) (drátová řezačka), má také stůl s křížovým posuvem, kam se upíná obrobek. Drát prochází mezi dvěma rameny, které řeší průchod proudu a jeho napětí. U dokonalejších strojů jsou obě ramena nezávisle programovatelná, takže řez může být také šikmý, případně se dají vyřezat i přechodové tvary (například dole čtverec, nahoře kružnice). Svislá vzdálenost ramen omezuje tloušťku řezaného materiálu (průměrně kolem 300 mm, ve výjimečných případech až 1200 mm). Pro vyřezávání vnitřních otvorů je třeba materiál předvrtat, buďto klasicky před zakalením, anebo na elektroerozívní vrtačce po zakalení a drát do otvoru navléknout, což moderní stroje dovedou automaticky. Řezání pak po předchozím programování nevyžaduje přítomnost obsluhy. [2]
Odkazy
Reference
- Technický slovník naučný, heslo Elektrojiskrový hloubicí stroj
- Technický slovník naučný, heslo Elektrojiskrová drátová vyřezávačka.
Literatura
- Technický slovník naučný 1-8. Praha: ED 2005
Související články
Externí odkazy
 Obrázky, zvuky či videa k tématu Elektrojiskrové obrábění na Wikimedia Commons
Obrázky, zvuky či videa k tématu Elektrojiskrové obrábění na Wikimedia Commons - (anglicky)
- Popis, příklady užití na IQS Directory
- Popis a produkty firmy AgieCharmilles
- Výklad principu a katalog strojů KIngred