Nitovanie
Nitovanie je spôsob vytvárania nerozoberateľných spojení materiálov, najčastejšie plechov, alebo plátov. Pri spojení sa využije plastická deformácia jednej zo spájaných častí, alebo špeciálnej spojovacej súčasti - nitu. Ak sa časti spájajú priamo, nitovanie sa nazýva priame. Ak sa pri spájaní využíva nit ide o nepriame nitovanie. Spojenie je nerozoberateľné, pretože sa nedá rozobrať bez porušenia nitu, alebo jednej zo spájaných súčiastok. Deformácia sa vytvorí ručne, alebo strojovo za tepla alebo za studena v závislosti od typu výroby, veľkosti použitých nitov a pevnosti použitých materiálov.

Priame nitovanie
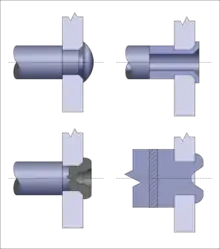
Pri priamom nitovaní sú spájané súčasti upravené tak, aby sa dala časť jednej súčasti zasunúť do otvoru v druhej. Toto sa dosiahne vytvorením valcového alebo hranolového čapu, vytvorením dosadacej plochy, ak je súčasťou rúrka alebo vylisovaním výstupku, ak je súčasťou plech či plát. V druhej súčasti, ktorá je plech alebo plát sa vytvorí otvor príslušnej veľkosti. Vytvorené čapy, resp výstupky majú takú dĺžku, resp. výšku, aby prečnievali na druhej strane plechu, plátu. Po zostavení spoja sa tieto prečnievajúce časti deformujú tak, aby vytvorili tzv. závernú hlavu. Pri spájaní valcovej rúrky, alebo čapu samotné nitovanie nezabezpečí nemožnosť pootočenia spájaných súčastí. Preto sa v týchto prípadoch dosadacia plocha upravuje vrúbkovaním, alebo tvarovými zárezmi, ktoré sa pri vytváraní spoja zatlačia do plechovej súčasti.[1]
Nitovanie sa nepoužíva len pri strojárských a stavebných konštrukciách. Priamym nitovaním sa napríklad upevňujú aj patentné gombíky do odevov alebo módnych doplnkov z textilu, kože a iných materiálov. Takýto gombík je zvyčajne zložený zo štyroch častí, pričom dve a dve sa spoja nitovaním v príslušnej časti odevu/doplnku.
Nepriame nitovanie
Charakteristické pre nepriame nitovanie je použitie nitov. Spájané súčiastky s pripravenými otvormi sa položia na seba a cez spoločný otvor sa zasunie nit s hlavou na jednej strane. Z druhého konca nitu sa vytvorí deformáciou jeho drieku záverná hlava, ktorá zabráni rozobratiu spoja.
Nity
Charakteristickými údajmi nitu sú:
- tvar hlavy
- priemer drieku
- dĺžka drieku
- druh materiálu
Niektoré typy nitov:
- nit so zápustnou hlavou (STN 02 2313.x)
- nit so šošovkovitou hlavou
- nit s polguľovitou hlavou (STN 02 2301.x)
- rúrkový nit (STN 02 2380.x)
- dutý nit
- trhací nit
- kotlový nit
Rozdelenie nitových spojov

Jednotlivé prstence sú vytvorené pomocou stykovej platne s použitím 6-radového spoja, pričom vnútorné 4 rady sú rovnobežné a vonkajšie striedavé
Prstence sú navzájom a s dnami spojené preplátovaním, dvojradovým striedavým spojom.
Nitové spoje sa rozdeľujú podľa viacerých hľadísk [1]:
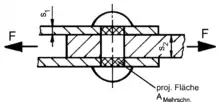
Podľa počtu prierezov, v ktorých môže nastať prestrihnutie nitov:
- jednostrižné - spájajú sa dva plechy, nit je namáhaný na strih v jednom priereze
- dvojstrižné - spájajú sa tri plechy, nit je namáhaný na strih v dvoch prierezoch
Podľa počtu nitovaných radov:
- jednoradové - nity sú umiestnené v jednom rade
- dvojradové:
- rovnobežné - nity sú umiestnené v dvoch radoch, v priečnom smere na rad sú v rovnakej rovine
- striedavé - nity sú umiestnené v dvoch radoch šachovnicovo (striedavo)
- niekoľkoradové - nity sú umiestnené vo viac ako dvoch radoch
Podľa vzájomnej polohy plechov:
- preplátované spojenie - spájané súčiastky sa prekrývajú jedna cez druhú v mieste spoja
- spojenie s jednou alebo dvoma stykovými krycími platňami - spájané súčiastky sa dotýkajú hranou - sú v jednej rovine a z jednej alebo oboch strán je miesto styku prekryté platňou.
Podľa účelu môže byť nitovanie:
- pohyblivé - diely sú spojené tak, že je umožnený ich vzájomný pohyb (otáčanie okolo osi nitu)
- pevné - diely sú spojené nepohyblivo
- nepriepustné - spojenie zabezpečuje nepriepustnosť
- kotlové - je zároveň pevné aj nepriepustné
Postup pri ručnom nepriamom nitovaní
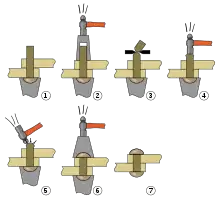
- V spájaných častiach zhotovíme diery s priemerom takmer rovnakým ako majú nity – väčší priemer dier spôsobí zakrivenie drieku nitu (spoj nie je dostatočne pevný);
- Na vytvorenie závernej hlavy potrebujeme nechať určité množstvo materiálu – dĺžku drieku nitu, z ktorej možno zhotoviť polguľovitú alebo zápustnú závernú hlavu. Dĺžku prečnievajúceho drieku nitu vypočítame:
- Po vložení nitu do dier spájané súčasti k sebe pritlačíme prítlačníkom. Tieto sa tesne pritiahnu a vytvorí sa plôška na dosadnutie hlavy nitu. Hlavu nitu s polguľovitou hlavou podložíme podperným hlavičkárom. Hlavu zápustného nitu umiestnime na kovovú podložku (nákova, platňa)
- Prvé údery plosky primerane veľkého zámočníckého kladiva smerujú zvislo v smere osi nitu. Tým sa priemer nitu zväčší, vyplní sa diera.
- a) pri vytváraní polguľovitej hlavy nahrubo rozklepávame driek nitu tak, aby mala približne polguľovitý tvar. Hlavu dotvarujeme hlavičkárom;
- b) pri vytváraní zápustnej hlavy údermi v smere osi nitu driek rozklepávame dovtedy, kým vyplní zapustenie v materiáli.
Nitový spoj je správne zhotovený ak sú hlavy v jednej osi a sú úplné. Rýchle nitovanie umožňujú nitovacie kliešte.
Vytváranie nitových spojov
.JPG.webp)
Podľa veľkosti a materiálu použitých nitov môže nitovanie prebiehať:
- za studena - menšie rozmery a mäkký materiál. Nit sa nepredhrieva.
- za tepla - väčšie rozmery a pevnejší materiál. Nit sa predhreje, po vytvarovaní spoja sa chladnutím stiahne čím vytvorí pevnejší spoj.
Podľa spôsobu vyhotovenia spoja môže byť nitovanie vykonávané:
- ručne - prevažne v exteriéri pomocou pneumatického kladiva.
- strojom - lacnejší a kvalitnejší výrobný proces pomocou pneumatického, hydraulického alebo elektrického lisu.[2]
Použitie
Nitovanie sa najčastejšie používa pre spájanie:
- ťažko zvariteľných materiálov
- plechov
- profilov ľahkých kovov a zliatin
- na montážach, v prípade, že nie je možný prívod el. prúdu
Výhody
- spoľahlivosť nitových spojov sa overila mnohoročnou praxou a dá sa ľahko kontrolovať
- nitové spoje podobne ako skrutkové spoje sú pružnejšie ako zvárané
- pri nitovaní sa nedeformujú spájané materiály miestnym nahromadením tepla ako pri zváraní
Nevýhody
- rozoberanie nitového spoja je možné iba porušením nitov alebo spájaných súčiastok
- nitové spoje nezaručujú presnú vzájomnú polohu spájaných súčiastok
- v spájaných materiáloch treba urobiť pre nity diery, ktoré zoslabujú spájané materiály
- nepriepustnosť nitového spoja sa musí často zvyšovať papierovou alebo plátenou vhodne impregnovanou vložkou,
- kotlové spoje treba tesniť pritužovaním
- hlučnosť pri nitovaní
Referencie
- BARTOŠ, Josef; NOVÁK, Vítězslav; ŠLÉGL, Miroslav. Časti strojov II -III. Bratislava : Alfa, vydavateľstvo technickej a ekonomickej literatúry, n.p., 1978. 584 s.
- Nitovacie stroje – Prospot SK [online]. www.nitovacky.sk, [cit. 2018-09-11]. Dostupné online.
Zdroje
- Kříž, R., Audyová, J., Martinisko, C., Weigner, K.: Časti strojov I. SNTL, Praha, 1984.