Vstřikovací lis
Vstřikovací lis, též vstřikovací stroj je mechanický tvářecí stroj, který slouží k zpracování plastů vstříknutím roztaveného materiálu (termoplastu) do dutiny formy.

Konstrukce vstřikovacího stroje
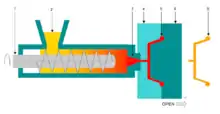
Moderní vstřikovací stroje využívají šneku, který zároveň nabírá materiál do plastikační jednotky. V plastikační jednotce se plastový granulát nahřeje na požadovanou teplotu a vlivem komprese (protitlaku) zhutní a zbaví bublin. Na obou stranách stroje jsou uchyceny dvě do sebe zapadající ocelové části formy – vstřikovacího nástroje (forma může být i z jiného materiálu). Vstřikovací forma má chladicí (temperační) dutiny, kam je hadicemi přivedena chladicí (temperační) kapalina (povětšinou voda) s nuceným oběhem. Při zavření obou polovin formy do sebe se pohybem šneku uvnitř plastikační jednotky vstříkne do formy vysokým tlakem (až 100 MPa) polymerní taveninu plast. Ta se ve formě vysokým tlakem vstříkne do všech částí. Pro správné odformování je nutné aby během vstřikování materiálu unikly z formy všechny plyny – nutné odvzdušnění nástroje. Zpravidla u vstřikovacích nástrojů postačí jako odvzdušnění vůle mezi vyhazovacími trny (vyhazovači) a nástrojem nebo mezi pohyblivými tvarovými částmi nástroje. Někdy je třeba vyrobit zvláštní technologické odvzdušnění – kanálek šířky 2–5 mm, tloušťky max. několik setin milimetru.
Po vstříknutí přijde na řadu nutný čas na chlazení formy. Forma bývá udržována na konstantní teplotě dané technologickými požadavky (20–90 °C). Poté se forma otevře a vypadne nebo je vyjmut hotový, vytvarovaný kus. Stejný postup se děje i v případě, že je do formy před vstříknutím založen kovový nebo plastový díl (zálisek). Forma se s dílem zavře a obstříkne či zastříkne kovový nebo plastový kus dle potřeby a nastavených parametrů lisu – teploty taveniny (150–350 °C dle typu plastu), vstřikovací tlak, dotlaky, dávkovací dráhu (polštář hmoty) a rychlosti dávkování, otáčky šneku, rychlost vstřiku, dekomprese (plastikace) atd. Záleží též dost na teplotě chlazení (temperace) obou polovin formy. V případě nesprávně nastavených vstřikovacích parametrů lze očekávat různé vady na kuse, jako jsou otřepy, přestřiky, nedostřiky a různé jiné deformace.
Vstřikování plastů je dnes možno simulovat pomocí SW modelace a již při konstrukcí dílu a nástroje se vyvarovat možným chybám. Pro kvalitní výstřiky je třeba mít správně zkonstruovaný díl a nástroj. Je třeba zvolit vhodný stroj a správně nastavit parametry. Vlivem chladnutí hmoty dochází ke smrštění. Každý materiál má specifické hodnoty smrštění a udává je odborná literatura.
Vlivy na kvalitu
Na kvalitu plastového dílu mají vliv tyto parametry:
1. Vstřikovací rychlost šneku (čas naplnění dutiny nástroje)
Při nízké rychlosti plnění formy vznikají hlavně vzhledové vady (tzv. studené spoje, pomerančová kůra povrchu ap.), při vysoké rychlosti plnění formy vznikají spáleniny (diesel efekt – vzduch nestačí z dutiny včas uniknout), přetoky ap.
2. Teplota nástroje a taveniny
Při nízkých teplotách vznikají nedostřiky (materiál ztuhne před naplněním dutiny), obtížně se odformovává díl (praskání dílů z důvodu nutnosti vysokého dotlaku pro naplnění dutiny). Při vysokých teplotách vznikají přetoky, spáleniny, degradace materiálu.
3. Dotlak
Jeden z nejdůležitějších parametrů. Při nízkém dotlaku (tlaku nebo času) není díl naplněný (tzv. dutý díl může být i vzhledově úplný, přesto nenaplněný). Při vysokém dotlaku (tlaku nebo času) vznikají přetoky – uzavírací síla stroje není schopna udržet materiál uvnitř formy.
Optimální velikost a čas dotlaku určuje vtoková soustava nástroje, čas dotlaku je přímo úměrný průměru vtokového bodu, kterým se díl naplňuje. Po zatuhnutí tohoto bodu je delší čas zbytečný. Tlak dotlaku se optimalizuje podle vzhledu (přetoky, deformace) a váhy dílu. V okamžiku, kdy váha dílu přestává narůstat je díl naplněný.
4. Plastifikace
Optimální otáčky šneku určuje druh a typ materiálu, vysoké otáčky mohou vlivem smykového tření degradovat materiál v plastikačním válci. Obyčejně se otáčky nastavují dle času chlazení, cca o 1 sekundu rychlejší než čas chlazení.
Vstřikovací forma
Pro efektivní výrobu drobných plastových dílů je obvyklé zhotovovat lisovací formu tak, že v jednom cyklu vystříkneme větší počet identických dílů (mnohonásobná forma). Často jsou tyto pro spotřebitele identické díly rozlišeny vylisováním číslice, určující dutinu, ze které konkrétní díl pochází. To pomáhá při ladění průběhu lisování. Po vyjmutí výlisku z formy následuje ostřižení, které oddělí požadované výrobky od vtokové soustavy. Vtoková soustava je odpad.
Literatura
- Lubomír Zeman: Vstřikování plastů; nakladatelství BEN - technická literatura, 2009; ISBN 978-80-7300-250-3
Související články
Externí odkazy
 Obrázky, zvuky či videa k tématu Vstřikovací lis na Wikimedia Commons
Obrázky, zvuky či videa k tématu Vstřikovací lis na Wikimedia Commons