Plastické vstřikování kovů
Plastické vstřikování kovů (anglicky Metal Injection Molding) je tváření kovů technologií používanou při tváření plastů ve vstřikovacích lisech. Plastických vlastností nezbytných pro tvarování ve vstřikovacím lisu je dosaženo smícháním práškového kovu s granulovaným parafínem s obsahem polymeru polyeolefinu. Po smíchání sypkých hmot je směs roztavena na teplotu tavení vosku a řádně promíchána a jsou z ní připraveny granule. Granulovaný materiál je použit jako vstupní surovina do vstřikovacích lisů. V něm je vložena připravená tvarovací forma. Po odstříknutí vzniká "zelená fáze produktu". "Zelený produkt" je vkládán do vymývací tetrachlorové lázně, která odstraní většinu parafínu, vzniká "hnědá fáze produktu". Tato hnědá fáze je poté vložena do sinterační pece, kde dojde po 24-36 hodinách sinterace ke slinutí a vzniku finální kovové součástky.

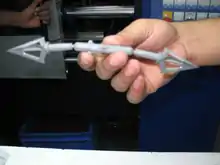


Technologie vstřikování kovů je používána zejména při výrobě drobných kovových součástek složitých tvarů hmotnosti 0,4 až 140 gramů - maximálně cca 400 gramů. Výhodou technologie je možnost zpracování i jinak těžko obrobitelných nerezových materiálů jako je wolfram či manganová ocel (Hadfieldova ocel).
Technologický proces
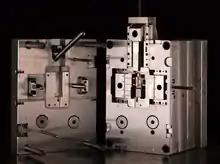
Návrh formy - jedná o klíčovou fázi pro úspěšnou aplikaci této technologie, musí se totiž vypočítat velikost smrštění, která činí zhruba 20-25% objemu podle složení. Formy se připravují z tvrdších materiálů než je obvyklé u plastů a to kvůli abrazi. Současně s formou jsou připravena a navržena i sinterační lůžka.
Příprava materiálu - tato technologie umožňuje připravit jak normované materiály, tak i materiály speciálního chemického složení podle požadavku zákazníka.
Vstřikování - vstřikovací lis je možno použít buď neupravený, nebo upravený pro tuto technologii. Úpravy spočívají v úpravě šneku kvůli abrazi a řídící jednotky kvůli používaným vyšším tlakům a teplotám a dotlakům. Neupravené lisy musí používat velmi kvalitní parafín ve vstupním materiálu. Po vstřikování je odstraněn přívodní vstřik a součástka je umístěna do sinteračního lůžka.
Vymývání parafínu se provádí v průmyslových pračkách v lázni na bázi tetrachloru. Výrobky neopouští sinterační lůžko a jsou na nich převáženy do sinterační pece.
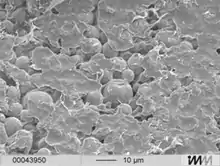
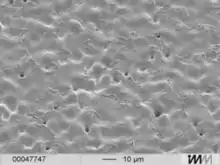
Sinterace se provádí buď v dávkových pecích s řídkou atmosférou z inertních plynů (obvykle argon či dusík) nebo v průběžných pecích s dusíkovou atmosférou.
Na sinterovaných výrobcích je možno provádět obvyklé sekundární úpravy - tepelné, mechanické či galvanické.
Technologii je možno aplikovat na ocel, wolfram, titan i jiné, prozatím není známa komerční aplikace s nízkotavitelnými kovy či hliníkem. V České republice není tato technologie zastoupena.
Oblasti uplatnění technologie
Technologie našla uplatnění zejména v těchto oblastech:
- výroba střelných zbraní a munice
- výroba automobilových součástek
- výroba chirurgických a lékařských nástrojů
- výroba zámků
- výroba elektronických komponent
- výroba sportovního náčiní
Externí odkazy
Úplné informace o technologii v anglickém jazyce jsou na stránkách asociace výrobců: https://web.archive.org/web/20130722023722/http://www.mimaweb.org/ Firmy působící v ČR jsou zde http://www.mim-india.cz (český web) a zde http://www.metaor-mim.com/index.html . Firmy působící v SR zde http://www.gevorkyan.sk/ .