Brúsenie (strojárstvo)
Brúsenie je technológia obrábania strojných súčiastok a materiálov, pri ktorej sa materiál odoberá geometricky nedefinovateľnými reznými klinmi brúsneho kotúča, ktoré oddeľujú častice povrchových vrstiev obrobkov brúsnym zrnami uloženými v spojive, na nosnom nástroji alebo voľne. Brúsiť je možné každý materiál ktorý je schopný vytvárať triesku.

Technológia
Podstatou každej metódy brúsenia je úber brúsnym zrnom ako efekt účinku brúsneho zrna na obrábaný materiál. Brúsne zrno chápeme ako rezný nôž, ktorý má náhodnú geometriu a orientáciu. Pri brúsení sa materiál odoberá z obrobku tvrdými brúsnymi zrnami brusiva brúsiaceho kotúča pri rezných rýchlostiach 30 až 80 m.s-1. Veľké rezné rýchlosti sú potrebné preto, aby brúsne zrná, ktoré majú vždy negatívny uhol čela, dobre odoberali triesky. Brúsenie sa v princípe zhoduje s frézovaním, rozdiel je však vo veľkosti triesok, ktoré sú pri brúsení nepomerne menšie - 0,0001 - 0,002 mm2. Proces brúsenia prebieha za špecifických podmienok - pri brúsení pôsobí intenzívna plastická deformácia v orezávanej vrstve, dochádza k vysokej intenzite trenia pričom sa vyvíja značné množstvo tepla. Okamžitá teplota v zóne rezania dosahuje až 1500°C. Takáto vysoká lokálna teplota môže spôsobiť prehriatie materiálu, oduhličenie povrchu, vznik trhlín a zmenu štruktúry povrchu. Časť triesky sa taví a z miesta rezu odchádza vo forme roztavených mikrokvapiek. Aby sa zabránilo nepriaznivým tepelným účinkom, musí sa brúsený povrch intenzívne chladiť chladiacou kvapalinou.
Brúsny proces prebieha pri rezných rýchlostiach 30 až 80 m.s-1, teda pri otáčkach brúsiaceho vretena 2000 až 100000 min-l. Akosť povrchu a jeho presnosť sú oproti bežnému trieskovému obrábaniu väčšie. Pri silovom brúsení musí do miesta styku kotúča s materiálom pritekať mnoho reznej kvapaliny pod vysokým tlakom (až 3 MPa). S výhodou sa využíva prívod chladiacej kvapaliny vnútrajškom kotúča.
Kinematika brúsenia
Kinematika je ako pri každom obrábaní určená hlavným a vedľajším pohybom. Hlavný pohyb je pracovný rotačný pohyb brúsneho kotúča, vedľajším pohybom je pohyb obrobku, ktorý môže byť priamočiary posuvný, alebo rotačný. Výsledný rezný pohyb je daný výslednicou týchto dvoch pohybov. Hlavný rotačný pohyb je niekoľko násobne vyšší, ako vedľajší pohyb (aj 100 - 200x), preto za reznú rýchlosť považujeme obvodovú rýchlosť brúsneho kotúča [m.s-1]. Posuv je definovaný ako posunutie brúsneho kotúča za jednu otáčku obrobku (pri rotačnom brúsení), alebo priamočiary posun obrobku (kotúča) za časovú jednotku (pri rovinnom brúsení).
Ukazovateľom efektívnosti brúsenia je úber , čo je objem odbrúseného materiálu za jednotku času [mm3min-1]. Skutočný úber je však daný aj účinnosťou brúsenia (vplyv ostrosti zŕn, chladiacej kvapaliny a pod.)

, kde vo je obvodová rýchlosť [m.s-1], h je prísuv [mm] a s je pozdĺžny posuv [mm]

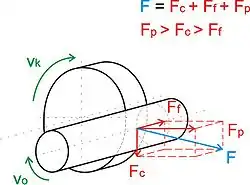
V procese brúsenia, keďže nástroj musí byť tlačený do rezu vzniká rezná sila , ktorej výslednica je rozložená do hlavnej (tangenciálnej) sily , prísuvovej sily (radiálnej) a osovej sily .




Veľkosť tangenciálnej zložky si určíme zo vzťahu
kde je skutočný výkon na hriadeli stroja [kW] a je obvodová rýchlosť kotúča [m.s-1].



Rezná rýchlosť pri brúsení je vlastne obvodová rýchlosť kotúča, pričom rýchosť posuvu zanedbávame.

kde je priemer kotúča [mm] a je počet otáčok kotúča [min-1]


Obvodová rýchlosť obrobku sa určuje podobne

kde je priemer obrobku [mm] a je počet otáčok obrobku [min-1].


Rozdelenie
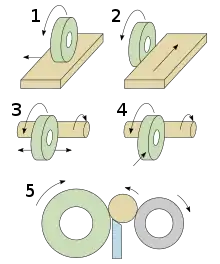
2. Rovinné brúsenie čelom kotúča.
3. Rotačné brúsenie.
4. Rotačné brúsenie zapichovacím spôsobom.
5. Bezhrotové brúsenie.
Podľa kinematiky pohybu
- brúsenie rotačných plôch - brúsny kotúč sa otáča a rotačný obrobok sa otáča v opačnom smere
- rovinné brúsenie - brúsny kotúč sa otáča (alebo kmitá), stôl s obrobkom koná priamočiary vratný pohyb
Podľa úberu materiálu
- brúsenie na postupný úber - viacnásobný prechod s veľkým posuvom a malým prísuvom
- brúsenie silové - malým posuvom sa brúsi celý prídavok alebo požadovaný tvar naraz
Podľa spôsobu upevnenia obrobku a spôsobu práce
- hrotové - hrotové brúsky sa používajú na brúsenie vonkajších rotačných valcových a kužeľových plôch na obrobkoch upnutých medzi hroty
- s posuvným unášacím vretenníkom
- s posuvným brúsiacim vretenníkom
Na strojoch s posuvným unášacím vretenníkom je vretenník a koník upevnený na pracovnom stole. Pri brúsení vykonáva pracovný stôl s obrobkom posuv a brúsiaci kotúč sa otáča a radiálne vykonáva prísuv k obrobku. Pri univerzálnych brúskach sa pracovný stôl skladá z dvoch častí - hornú časť možno natáčať v obidvoch smeroch, čím je umožnené brúsenie kužeľov. Pracovný vretenník je otočný o 90°. Jeho natáčanie sa využíva na brúsenie strmých kužeľov zapichovacím spôsobom. Stroje s posuvným brúsiacim vretenníkom sú vhodné na brúsenie veľkých a ťažkých obrobkov. Brúsny vretenník sa pohybuje na saniach a vykonáva posuv a radiálny pohyb.
- bezhrotové
Bezhrotové brúsky sú vybavené dvoma vretenníkmi - brúsiacim, na vretene ktorého je brúsny kotúč, a vretenníkom podávacieho kotúča. Brúsiaci vretenník má obvykle konštantné otáčky. Vretenník podávacieho kotúča má otáčky meniteľné a dá sa posúvať po lôžku pre nastavenie kotúčov pre priemer obrobku.
- s brúsením zapichovacím spôsobom.
Týmto spôsobom sa brúsia súčiastky, ktoré nemožno brúsiť priebežným spôsobom - obrobky s nákružkami, kužeľové, tvarové plochy, bez strediacich jamiek. Osi obidvoch kotúčov sú rovnobežné a súčiastky sa vkladajú medzi kotúče ako pri priebežnom brúsení, ale zhora k dorazu. Spravidla sa brúsi na dva úbery.
- s brúsením priebežným spôsobom - pri priebežnom brúsení sa vreteník natočí tak, aby osi oboch kotúčov boli mimobežné, čím sa dosiahne posuvný pohyb obrobku. Obrobok sa pri brúsení nachádza medzi brúsnym a podávacím kotúčom, obe sa otáčajú v rovnakom smere. Podávací kotúč sa otáča menšou rýchlosťou ako brúsny kotúč a jeho rýchlosť sa riadi podľa parametrov brúsenia.
- na diery (vnútorné plochy)
- s otáčajúcim sa obrobkom
- s planétovým pohybom brúsiaceho kotúča
Brúsenie s otáčajúcim sa obrobkom je vhodné na brúsenie súosých dier s vonkajším povrchom. Posuv vykonáva buď brúsiaci vretenník, alebo obrobok. Brúsky s planétovým pohybom brúsiaceho kotúča sa používajú na brúsenie dier v rozmerných výrobkoch.
- rovinné brúsenie
- brúsenie obvodom kotúča
- brúsenie čelom kotúča
Podľa polohy vretena:
- vodorovné
- zvislé
Najrozšírenejšie sú rovinné brúsky s vodorovnou osou vretena. Používajú sa na brúsenie tvarových nástrojov, šablón a pod. Rovinná brúska so zvislou osou vretena pracuje čelom brúsiaceho kotúča. Priemer kotúča musí byť väčší ako šírka obrobku. Tieto brúsky mávajú vyšší výkon ako na brúsky s vodorovnou osou vretena. Rovinné brúsky sú obvykle dvojstojanové, s pohyblivým, alebo pevným upínacím stolom a jedným alebo dvomi brúsiacimi vretenníkmi. Používajú sa najmä na brúsenie kalených plôch alebo na brúsenie mäkkých vedení namiesto zaškrabávania.
- iné druhy brúsenia
- tvarové brúsenie
- nástrojové
- špeciálne
- kopírovacie
- brúsenie závitov
Jemným brúsením sa finalizuje povrch
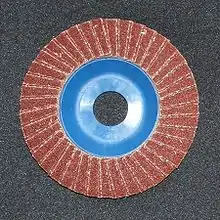
Nástroje na brúsenie

Brúsny nástroj je tvorený zrnami brusiva spojené spojivom do tuhého brúsneho kotúča. Na bežné kotúče sa obvykle používajú dva druhy materiálov:
- oxid hlinitý Al2O3 (syntetický korund)
- karbid kremíka SiC (karborundum)
Zrnitosť brusiva je určená číslom podľa STN 22 4501, ktorá závisí od rozmeru zŕn. Zásady voľby zrnitosti:
- veľká styčná plocha medzi kotúčom a obrobkom a veľká rezná rýchlosť - hrubšie zrno
- čím je väčší prídavok, tým je zrno hrubšie
- čím je potrebné menšie prehriatie obrobku, tým jemnejšia zrnitosť
Tvrdosť kotúča je odolnosť zrna brusiva proti vydroľovaniu pri brúsení. Volí sa podla materiálu, a označuje sa písmenom G až Z. Čím je brúsený materiál tvrdší, tým mäkší brúsny kotúč sa volí. Tvrdý kotúč (Z) je vhodný na prerušované plochy, mäkký kotúč (G) na presné brúsenie, a brúsenie bez chladenia.
Štruktúra kotúča je kvantitatívny pomer objemu brusiva, spojiva a pórov v brúsnom kotúči. Čím je vyššie číslo (1 - 13), tým väčšie sú póry v kotúči. Spojivá spájajú zrná brusiva medzi sebou a formujú tvar brúsneho kotúča. Druh spojiva určuje pevnosť brúsneho kotúča a tým aj jeho maximálnu obvodovú rýchlosť pri brúsení.
- keramické spojivá sú najpoužívanejšie, sú určené pre obvodovú rýchlosť 30 - 50 m.s-l.
- kovové spojivá sa používajú hlavne pri diamantových kotúčoch, kovom je obvykle bronz
- gumové spojivá pre úzke kotúče hlavne na rezanie a leštenie
- syntetické živice (orgaické spojivo) sa používajú pre obvodové rýchlosti 80 - 100 m.s-l.
Voľba brúsiaceho kotúča závisí od:
- druhu brúsenia
- vlastnosti brusiva
- druhu brúsneho stroja
- spôsobu chladenia
Tvary brúsnych kotúčov sú normalizované. Podľa tvaru je základné delenie na:
- plné brúsne kotúče
- segmentové brúsne kotúče
- brúsne kamene a telieska
Tvary brúsnych kotúčov
- plochý
- jednostranne kužeľový
- obojstranne kužeľový
- s jednostranným vybraním
- s obojstranným vybraním
- prstencový
- hrncový
- miskový
- obojstranne skosený
- tanierový
- vydutý brúsiaci segment
- plochý brúsiaci segnemt
- brúsne teliesko
- kužeľové, zaoblené, valcové ...