Ovíjený spoj
Ovíjený spoj je starší způsob propojování elektronických obvodů. Elektronické součástky montované na desce z izolantu jsou propojovány izolovaným vodičem. Kontakt je zajištěn navinutím několika závitů odizolovaného vodiče na čtyřhrannou špičku s ostrými hranami. Špička je typicky součástí konektoru nebo objímky. Hrany špičky zhotovené z tvrdého materiálu (např. bronz) se zařezávají do měkkého materiálu vodiče (měď). Tak vznikne mnohonásobný plynotěsný spoj charakteru svaru za studena. Vodiče mohou být ovíjeny ručně nebo strojně. Tento způsob propojování byl populární v 60. a 70. letech 20. století, hlavně u telekomunikačních zařízení a výpočetní techniky (sálových počítačů). U kusově vyráběných zařízení umožňovalo využití ovíjených spojů úplně se vyhnout návrhu a výrobě plošného spoje. Zařízení propojená strojně mohla být dodatečně modifikována nebo opravena ručně. Ovíjené spoje jsou v současnosti nahrazeny mnohavrstvými plošnými spoji. Systémy propojené ovíjením byly spolehlivější, než ty s pájenými spoji. Plocha spoje byla větší, nemohly vzniknout studené spoje. Otěrem při ovíjení se odstranila ze špičky i vodiče povrchová znečištěná nebo zkorodovaná vrstva. Spoje dobře odolávaly vibracím. V současnosti tato technologie není pro nová zařízení již využívána. Používání povrchově montovaných součástek, nepájivých kontaktních polí pro prototypy a pokles cen profesionálně vyrobených desek plošných spojů takřka odstranily používání ovíjených spojů.




Přehled metod zpracování
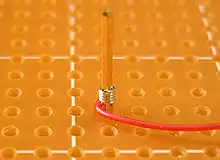
Správně vytvořený ovíjený spoj pro vodiče AWG 30 (prům. 0,2546 mm) nebo AWG 28 (prům. 0,3211 mm) je sedm závitů holého vodiče a půl závitu izolovaného vodiče navíc pro odlehčení v tahu. Čtyřhranná špička z tvrdě pozlaceného materiálu vytvoří 28 spojů. Spoje jsou za studena svařené, plynotěsné. Při napadení korozí se korozní produkty tvoří mimo spoj, do plynotěsného spoje nemůže vniknout kyslík, který by způsobil tvorbu oxidů. Elektronické součástky, jejichž vývody neumožňují ovíjení, mohou být zasunuty do objímek. Objímky jsou upevněny na deskách ze skelného laminátu kyanoakrylátovým nebo silikonovým lepidlem. Objímky mají jako vývody čtvercové špičky s hranou 0,025 inch (0,64 mm), délky 1 inch (25,4 mm) a mají vzájemný odstup 0,1 inch (2,54 mm). Prémiové špičky jsou z beryliového bronzu, pokovené 0,000025 inch (630 nm) zlata jako ochranou proti korozi. Méně exponované špičky jsou z bronzu, pokovené cínem. Typickým vodičem k ovíjení byl například pocínovaný drát z měkké mědi o průměru AWG 30 (průřez 0,0509 mm²), s plastovou izolací. Obvyklým typem izolace byl polyvinylidenfluorid (PVDF) obchodní značky Kynar. Tento materiál izolace byl zvolen proto, že při zahřátí neuvolňuje jedovaté plyny. Pro zpracování bylo běžné, že vodič byl k dispozici nastříhaný a na koncích odizolovaný v optimálních délkách. Trn ovíjecího nástroje (ovíjecí pistole) má dva otvory. Blízko hrany ovíjecího trnu je otvor, do kterého se vkládá odizolovaný konec vodiče. Centrální otvor je určen k nasunutí na ovíjecí špičku. Rychlým otáčením ovíjecího trnu se navine na špičku 1,5 až 2 závity izolovaného a 7 až 9 závitů holého vodiče. Na špičce je místo pro tři ovíjené spoje, ale běžně se využije jeden nebo dva. Zbývající prostor se může využít pro opravy. Hrany ovíjecí špičky tlačí na drát velkým tlakem. Tlak mezi postříbřeným drátem a pozlacenou nebo pocínovanou špičkou vytlačí veškeré plyny a vznikne tak plynotěsný spoj. Při sedmi závitech na čtyřhranné špičce vznikne 28 kontaktních míst. Na profesionálně navržených deskách se umísťují dlouhé spoje blíže k desce, takže kratší spoje je přidržují. Pro snazší orientaci a usnadnění případných oprav se vodiče ukládají ve vrstvách. Konce vodičů stejné vrstvy jsou umístěny ve stejné výšce na špičkách. Pro lepší rozlišení mohou být vrstvy zvýrazněny odlišnou barvou izolace. V prostorově stísněných nebo vibracemi namáhaných konstrukcích jsou vodiče navzájem slepeny například voskem, aby se zvýšila odolnost proti vibracím. Nelze použít lepidla, jako je epoxid, protože taková konstrukce by byla neopravitelná.
Aplikační souvislosti
Propojení ovíjením vyhovuje k propojení číslicových integrovaných obvodů a několika diskrétních součástek. Už méně vhodné je pro analogové systémy s mnoha diskrétními rezistory, kondenzátory a dalšími součástkami. Diskrétní součástky mohou být připájeny na podložku a vloženy do pouzdra s ovíjenými vývody. Pouzdra představují náklady navíc a také větší hmotnost celého výrobku. Mnohonásobné křížení vodičů také způsobuje přeslechy mezi jednotlivými obvody. To nepůsobí problémy v digitálních obvodech, ale omezuje fungování analogových obvodů. Metodou ovíjených spojů lze jen obtížně vytvořit zemnící spoje a silové napájení.
Historie
Ovíjené spoje vycházejí z tradičních metod spojování lan. První ovíjené spoje byly zhotovovány manuálně a byl to pomalý a opatrný proces. Ovíjení bylo užíváno pro spojení a zpevnění konců drátů u závěsných lan lanových mostů. Obvykle se drát menšího průměru ovíjel kolem drátu většího průměru nebo svazku drátů. Všechny operace byly čistě mechanické. Na konci 19. století telegrafní mechanici vypracovali metody zhotovení drátových spojů, které byly mechanicky pevné a elektricky dobře vodivé. Způsob pojmenovaný Western Union byl nejpevnější z běžně užívaných spojů. Ovinutý spoj byl navíc propájený pro větší pevnost a k zamezení oxidace mezi vodiči. Ručně prováděné oviny byly užívány na počátku dvacátého století při montáži elektroniky metodou Montáž mezi spojovací body (eng: point to point construction). Vývody součástek nebo odizolované konce propojovacích vodičů byly ručně ovinuty kolem spojovacích bodů, často tvořených vývody robustnějších součástek a následně zapájeny. Moderní verze ovíjených spojů byla vyvinuta po druhé světové válce v Bellových laboratořích v USA. Záměrem bylo efektivní propojování v systémech automatických telefonních ústředen. Ty byly složeny z velkého počtu elektromagnetických relé a řadičů. Vývojářský tým vedený Arthurem C. Kellerem vyvinul Kellerovu ovíjecí pistoli a celý systém ovíjených spojů byl nabídnut firmě Western Electric. Vedení Western Electric ovíjené spoje přijalo a výrobu nářadí poptalo u externích dodavatelů. Vyhrála nabídka firmy Keller Tool z Grand Haven, Michigan, která už dodávala nářadí pro Western Electric. Nový výrobce provedl některé konstrukční změny ovíjecí pistole, aby ji bylo možné efektivněji vyrábět i používat. Výroba ovíjecích pistolí začala v roce 1953. Na základě licence od Western Electric byla vyráběna a dodávána i na volný trh. Ovíjecí pistole byla nabízena pod původním názvem, i když u konstruktéra a výrobce šlo pouze o shodu jmen. Už první tranzistorový počítač IBM, uvedený na trh na konci padesátých let dvacátého století, byl konstruován modulárním systémem s propojovacími panely zhotovenými metodou ovíjených spojů.
Ruční ovíjení
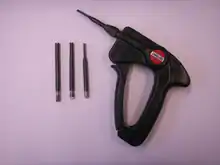
Nástroj pro ruční ovíjení připomíná pero na psaní. Je použitelný pro malé opravy. Velmi podobně vypadá také přípravek pro odvíjení vodiče. Při opravách je nutné nejdříve odvinout chybný nebo přerušený vodič, aby na jeho místo mohl být navinut nový. Ovíjené spoje jsou snadno opravitelné. Ovíjecí špičky je možné využít opakovaně, ale drát musí být použit vždy nový. Většinou se ale používá mechanická ovíjecí pistole s otočným vřetenem, které se uvádí do chodu mačkáním ruční páky. Mechanickými ovíjecími pistolemi byla propojena většina telefonních ústředen v USA v poslední třetině dvacátého století. Pro telekomunikační zařízení byl většinou použit silnější vodič AWG 22 nebo AWG 24. Pro počítačové systémy bylo obvyklejší použití tenčích vodičů s AWG 28 nebo AWG 30. Na konci šedesátých let dvacátého století byly mechanické ovíjecí pistole nahrazeny ručním elektrickým nářadím.
Poloautomatické ovíjení
Při poloautomatickém ovíjení je ovíjecí pistole navedena nad správnou ovíjecí špičku elektronicky ovládaným ramenem se souřadnicovým řízením. Odizolované vodiče jsou vkládány do ovíjecí hlavy ručně. Ručně je také ovíjecí pistole zatlačena na špičku a spuštěno ovíjení. Poloautomatické ovíjení umožnilo používat namísto samostatných vodičů kroucenou dvojlinku.
Automatické ovíjení
Zařízení pro automatické ovíjení bylo dodáváno například společnosti Gardner Denver v období šedesátých a sedmdesátých let dvacátého století. Tato automatická zařízení dokázala odměřovat, odizolovat a zakládat vodiče, které byly po navedení ovíjecí hlavy ovinuty na špičky. Řízení strojů bylo ovládáno programem zapsaným na děrné štítky nebo děrné pásky. Nejstarší stroje byly koncipovány jako horizontální. Deska s ovíjecími špičkami byla uložena horizontálně, špičkami nahoru. Nad deskou se pohybovala ovíjecí hlava. Celý stroj byl poměrně velký (1,8 × 2,4 m) a obsahoval komplikovaný pneumatický systém pro ovíjení a servomotory pro polohování ovíjecí hlavy. Stroje byly náročné na obsluhu a údržbu, která zabírala příliš mnoho času na úkor vlastní produkce. Novější stroje už měly svisle upevněnou pracovní desku. Ovíjecí špičky byly upevněny ve svislé desce, natočeny k operátorovi stroje a ovíjecí hlava se pohybovala do záběru vodorovně. Výkony strojů s horizontální pracovní deskou byly v rozmezí 500 až 600 ovinů za hodinu, u strojů se svisle upevněnou pracovní deskou až 1 200 ovinů za hodinu.
Normalizace
Přestože je technologie ovíjených spojů používaná již jen vzácně, platí pro ni harmonizované normy:
- ČSN EN 60352-1 Nepájené spoje – Část 1: Ovíjené spoje – Všeobecné požadavky, zkušební metody a praktický návod
- ČSN EN 60512 Konektory pro elektronická zařízení – Zkoušky a měření (více částí normy)
Odkazy
Reference
V tomto článku byl použit překlad textu z článku Wire wrap na anglické Wikipedii.
Literatura
- URBÁNEK, Jan. Výroba sdělovacích zařízení drátových. 2. vyd. Praha: Ediční střediško ČVUT, 1981. 208 s. Kapitola 4.2.1 Ovíjený spoj, s. 96–106. (čeština)
- URBÁNEK, Jan. Technologie elektronických zařízení I. 1. vyd. Praha: Ediční středisko ČVUT, 1982. 164 s. (čeština)
- NOVOTNÝ, Jaroslav. Nové metody připojování vodičů. 1. vyd. Praha: SNTL, 1985. 288 s. (čeština)
Externí odkazy
 Obrázky, zvuky či videa k tématu Ovíjený spoj na Wikimedia Commons
Obrázky, zvuky či videa k tématu Ovíjený spoj na Wikimedia Commons