Naprašování
Naprašování řadíme spolu s napařováním do technologií fyzikální depozice par, jež jsou souhrnně označovány jako PVD (physical vapour deposition). Na rozdíl od napařování se však jedná o plazmový proces.
Naprašování probíhá za nízkých tlaků v inertní atmosféře, kdy mezi katodou a anodou hoří doutnavý výboj. Katoda, na kterou je připevněn target (deponovaný materiál), je bombardována kladnými ionty inertního plynu. Tím jsou z targetu vyráženy atomy, které následně dopadají na substrát.
Využití technologie naprašování je velmi rozmanité. Používá se například k depozici otěruvzdorných tvrdých vrstev na obráběcí či tvářecí nástroje. Hojně se využívá na výrobu elektronických součástek, senzorů, hybridních obvodů, optických vrstev, dílů pro rentgenovou optiku, ap. Naprašování je rovněž hlavní technologií při výrobě některých tenkovrstvých fotovoltaických článků (především článků na bázi CdTe a CIGS).
Mezi hlavní výhody naprašování patří nízká teplota depozice, možnost deponovat široké spektrum různých materiálů, vysoká adheze a čistota vakuově nanášených vrstev.
Mezi nevýhody patří vyšší cena spojená s vakuovou aparaturou a v případě výroby elektronických součástek také s návazností na litografické procesy. Vrstvu rovněž není možné rovnoměrně nanést na složitě tvarované součásti.
Historie naprašování
Proces naprašování byl objeven roku 1852 Sirem W. R. Grovem jako jev, který "rozkládá katodu".[1] Princip tohoto jevu byl správně popsán poprvé roku 1908 F. Starkem.[1]
Od roku 1925 byly naprašované vrstvy intenzivně zkoumány kvůli svým magnetickým vlastnostem. Roku 1928 je pak americká firma Western Electric začala komerčně využívat na výrobu gramofonových desek a kontaktů na vysílače mikrofonů.[1]
Tyto první aplikace spočívaly ve stejnosměrném (DC) naprašování a bylo proto možné naprašovat pouze vodivé materiály. Od 70. let se začalo vyvíjet také vysokofrekvenční (VF) naprašování, které umožnilo naprašovat i dielektrika.[1] Zhruba ve stejné době bylo vyvinuto rovněž magnetronové naprašování, které se posléze stalo nejrozšířenějším typem naprašování vůbec.[1]
Veliké uplatnění nalezly naprašované vrstvy ve výrobě elektronických součástí a v polovodičovém průmyslu, především jako kontaktní vrstvy, odporové vrstvy a dielektrika. Další velkou oblastí využití se staly tvrdé povlaky na obráběcí a tvářecí nástroje. Naprašované vrstvy se prosadili rovněž v optických aplikacích.
Princip naprašování

Naprašovaný materiál (target) je zapojen jako katoda, na kterou je přiváděno stejnosměrné nebo vysokofrekvenční elektrické napětí. Protože se target silně zahřívá, připevňuje se zpravidla na měděnou vanu s vodním chlazením.[2]
V těsné blízkosti targetu je přichycena anoda, která je většinou uzemněna ke stěně pracovní komory. Jejím hlavním úkolem je udržovat plazmový výboj ve vhodné pozici vůči targetu a tím usměrňovat odprašovaný materiál směrem k substrátu.[2]
Pracovní komora je vyplněna inertním plynem o nízkém tlaku, kterým bývá zpravidla argon. Pracovní tlaky se pohybují v širokém rozmezí 10−4 - 10−1 Torr (10−2 - 1 Pa) v závislosti na konfiguraci naprašovacího systému i naprašovaném režimu. Zvýšíme-li dostatečně potenciálový rozdíl mezi katodou a anodou, katoda (target) začne emitovat elektrony, které ionizují plyn na kladné ionty a záporné elektrony. V blízkosti targetu tak vzniká oblak plazmy.[2]
Záporně nabitá katoda přitahuje z plazmy kladné ionty, které s vysokou rychlostí dopadají na target. Z targetu jsou takto vyráženy atomy, které dopadají na substrát. Kromě atomů deponovaného materiálu jsou z targetu vyráženy také sekundární elektrony, které ionizují plyn v blízkosti katody a pomáhají tím udržovat plazmový výboj.[2]
Součásti naprašovacího systému
Vakuová aparatura
Aby byly naprašované vrstvy kvalitní, je nutné, aby pracovní atmosféra byla co nejčistší. I malé parciální tlaky kyslíku, dusíku či vodních par totiž vedou ke vzniku nekovových vměstků, které degradují vlastnosti vrstvy. Vysoké čistoty dosahujeme tím, že aparaturu napřed vyčerpáme do vysokého vákua, tj. přibližně do 10−7 - 10−5 Torr (neboli 10−5 - 10−3 Pa). Proces naprašování proto vyžaduje náročnější vakuovou techniku.[2]
Vakuová aparatura naprašovacích a napařovacích zařízení má zpravidla dvě větve. První větev slouží k dosažení hrubého vákua kolem 10−3 Torr (10−1 Pa), k čemuž se nejčastěji používá rotační vývěva s olejovým těsněním. Po dosažení hrubého vákua se čerpání přepne na druhou větev, jejíž součástí je i difuzní nebo turbomolekulární vývěva, která je schopna dosáhnout vysokého vákua.[2]
K dalšímu zvýšení vákua je možné využít i kryogenní vývěvu, která pracuje s hluboce zmrazenými povrchy chlazenými kapalným dusíkem nebo dokonce heliem. Plyny jako jsou vodní pára či oxid uhličitý se na těchto plochách přichytí a zmrznou.[2]
Další možností jsou vývěvy založené na adsorpci plynů k povrchu tvořeného aktivním uhlím či zeolitovými vrstvami.[2]
Poznamenejme, že vákuum se může zlepšovat také vlivem samotného naprašování, zvláště při depozici kovů s vysokou afinitou ke kyslíku, jako Al či Ti.[2]
Targety
Materiál určený k depozici naprašováním nazýváme target. Targety mohou mít rozmanité tvary. Často bývají obdélníkového či diskového tvaru, avšak mohou být také válcovité či tvořit negativ tvaru substrátu.[2]
Protože se target při naprašování silně ohřívá, musí být intenzivně chlazen. Targety proto bývají připevněny na měděné vaně s vodním chlazením. Aby byl zajištěn dobrý elektrický i tepelný kontakt mezi targetem a měděnou vanou, bývají targety připájeny na měděnou desku.[2]
Targety mohou být tvořeny čistým kovem, slitinou či sloučeninou. Mohou být také složeny z více různých materiálů.[2]
Stejnosměrné a vysokofrekvenční naprašování
Pokud je na target přiváděno stejnosměrné záporné napětí, hovoříme o stejnosměrném (DC) naprašování. Stejnosměrné naprašování však umožňuje deponovat pouze elektricky vodivé materiály. Pokud chceme naprašovat také dielektrika, musíme na target přivádět vysokofrekvenční (VF) napětí. Nejčastěji se používá mezinárodně standardizovaná frekvence 13,56 MHz.[2]
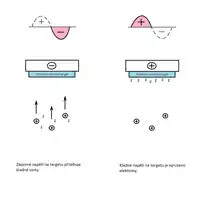
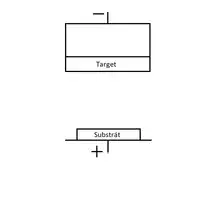
VF naprašování využívá toho, že vysokofrekvenční napětí v rozsahu 0,5–30 MHz má rozdílný účinek na elektrony a kladné ionty. Zatímco lehké elektrony mezi oběma elektrodami kmitají, o několik řádů těžší ionty zůstávají v klidu. Je-li na target přiváděno VF napětí, vytvoří se na něm záporný průměrný potenciál, na který reagují kladné ionty. Target je proto bombardován ionty i přes to, že není vodivý. Princip VF naprašování je zřejmý z následujícího obrázku.[2]
Konfigurace naprašovacích systémů
Uspořádání typu dioda
Jedná se o nejjednodušší a historicky nejstarší typ uspořádání. Target je připevněn ke katodě, substrát je spojen s anodou a plazma hoří v prostoru mezi nimi. Sekundární elektrony proudí od targetu k substrátu a ionizují plyn. Kladné ionty bombardují povrch targetu a tím dochází k naprašování materiálu na substrát.[3]
Napájení může být DC i VF. Preferováno bývá VF, a to i v případě kovů, neboť vysokofrekvenční buzení umožňuje naprašování při nižším pracovním tlaku než stejnosměrné buzení. Obecně přitom platí, že čím nižší pracovní tlak používáme, tím čistší jsou výsledné vrstvy.[3]
Naprašování v tomto uspořádání je však pomalé a výboj málo stabilní. Je třeba používat vysoká napětí až v řádu kV a vyšší tlaky, což zhoršuje jakost vrstvy.[3]
Uspořádání typu trioda
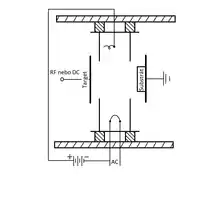
K překonání nevýhod spojených s diodovým uspořádáním byl vyvinut systém triody, v němž je plazma buzena samostatnými elektrodami. Elektrony jsou emitovány horkou katodou, tvořenou zahřátým wolframovým vláknem, a dopadají na studenou anodu ve formě drátu.[3]
Napětí na targetu je ovládáno nezávisle na napětí plazmového výboje. Záporně nabitý target pak přitahuje z plazmy kladné ionty, čímž dochází k naprašování. Target může být napájen jak DC tak VF napětím.[3]
U triodového uspořádání je možno naprašovat při podstatně nižších tlacích a s menším napětím než u diodového. Mnohem vyšší je také rychlost naprašování. Nevýhodou triodové konfigurace je však velká složitost.[3]
Magnetronové naprašování
Vynález magnetronového naprašování vyvolal revoluci v technologii naprašování. Přináší totiž v podstatě stejné výhody jako triodové naprašování, avšak je proti němu výrazně jednodušší.[2]
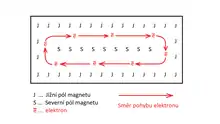
Při magnetronovém naprašování se v těsné blízkosti targetu nachází silné magnety. Přídavné magnetické pole je kolmé na elektrické pole a je navrženo tak, aby usměrňovalo tok elektronů do oblasti blízké targetu. Tím se lokálně zvýší stupeň ionizace plazmy a vzrostou iontové proudy.[2]
Uspořádání je v principu stejné jako u diody. Avšak díky magnetronu probíhá naprašování velmi rychle i při nízkých pracovních tlacích a malém napětí (stovky voltů). Kovy se zpravidla naprašují při DC a dielektrika při VF napětí.[2]
Reaktivní naprašování
Přidáme-li do pracovního plynu záměrně určité množství kyslíku, dusíku či jiných reaktivních plynů, budou tyto plyny reagovat s naprašovanými kovy. Můžeme tak záměrně vytvořit vrstvu oxidů, nitridů či jiných sloučenin. Tomuto procesu říkáme reaktivní naprašování.[2]
Reaktivní naprašování zajímavým způsobem rozšiřuje již tak širokou paletu materiálů, které lze naprašovat. Takto vytvořené vrstvy jsou přitom poměrně levné.[2]
Vysokofrekvenční leptání
Některá naprašovací zařízení umožňují provádět i tzv. vysokofrekvenční leptání. V principu se jedná o stejný proces jako leptání, ovšem s tím rozdílem, že v tomto případě je na místo targetu odprašován substrát. Na substrát přivádíme VF- napětí tak, aby se zapálil plazmový výboj. Substráty jsou poté bombardovány argonovými ionty, čímž dochází k odstraňování povrchové vrstvy.[4]
VF-leptání se často využívá k očišťování povrchu substrátů před vlastní depozicí. Takto je možné z povrchu efektivně odstraňovat oxidy a jiné anorganické nečistoty. Velmi obtížně se však tímto způsobem odstraňuje mastnota.[4]
VF-leptání je možno využít také k tzv. suchému leptání, kdy ze substrátu odstraňujeme vrstvy, jež nejsou zakryty rezistem. Tím je možné na substrátu vytvářet různé motivy. Proces však bývá poměrně pomalý a spotřebuje se velké množství drahého rezistu. Používáme ho proto především v těch případech, kdy je použití chemického leptání nevhodné.[4]
Výhody a nevýhody naprašování
Oproti napařování
Technologie naprašování začala zhruba od 70. let vytlačovat napařování z celé řady aplikací. Naprašování má totiž oproti napařování několik velkých předností.[3]
Naprašování může probíhat takřka za pokojových teplot a je přitom možné deponovat i žáruvzdorné materiály včetně wolframu, molybdenu, tantalu, aj., a to s nižšími náklady. Díky nízké teplotě depozice mají naprašované vrstvy vůči napařovaným minimální vnitřní pnutí a nemají tendenci se loupat. Nízká teplota napařování také umožňuje povlakovat součásti choulostivé na zvýšení teploty.[2]
Naprašování je atomární proces. Atomy, jež během naprašování dopadají na substrát, mají vysokou kinetickou energii. Naprašované vrstvy mají proto vůči napařovaným vyšší adhezi, rovnoměrnější strukturu a menší pórovitost.[2]
Deponujeme-li slitiny kovů, tak naprašované vrstvy zachovávají stechiometrii materiálu targetu. U napařování je rychlost depozice úměrná teplotě tání. Napařované vrstvy mají proto jiný stechiometrický poměr než odpařovaná slitina a tento poměr se navíc mění s tloušťkou vrstvy.[2]
Naprašování má však vůči napařování i některé nevýhody. Naprašujeme-li sloučeniny, v nichž má jeden z prvků výrazně nižší hmotnost než druhý (oxidy, nitridy, halogenidy, aj.), bude výsledná vrstva poněkud ochuzena o lehčí prvek. To může být problém např. u optických vrstev, které často vyžadují přesný stechiometrický poměr. U napařování se s tímto problémem nepotýkáme, neboť během odpaření nedochází k rozbití molekul.[2]
Napařované slitiny vykazují gradientní strukturu, kdy se podíl jednotlivých složek mění s tloušťkou vrstvy. To je většinou nežádoucí, avšak v některých případech to může být i výhoda.[2]
Napařováním je také možné deponovat např. vnitřní stěny trubiček s malým průměrem, v nichž nelze zapálit plazma.[2]
Oproti CVD
Velkou výhodou naprašování oproti technologii chemické depozice par (CVD) je mnohem nižší teplota depozice. Naprašování je také vůči CVD obecně levnější, neboť není třeba pracovat s vysoce toxickými látkami a drahými vstupy. Na druhou stranu má naprašování oproti CVD vyšší nároky na vakuovou techniku. Tam, kde naprašované vrstvy vyhovují, se naprašování z ekonomických důvodů upřednostňuje před CVD.[5]
Naprašovat je možné jen tu část substrátu, která je vůči targetu natočena čelem, nebo alespoň bokem. Oproti tomu chemickou depozicí par je možné rovnoměrně povlakovat i díly s velmi složitými tvary.[5]
Naprašováním je možné deponovat vrstvy o tloušťce do několika mikrometrů. Depozice silnějších vrstev je často zdlouhavá a tím také neekonomická. Metodami CVD je možné rychle vytvářet i silné vrstvy, někdy až v řádu centimetrů.[5]
Oproti tlustovrstvým technologiím
Naprašované tenké vrstvy jsou čistší, méně pórovité a obecně kvalitnější než tlusté vrstvy nanášené sítotiskem. To je dáno především tím, že naprašování probíhá ve vákuu, zatímco sítotisk je technologie atmosférická. Naprašováním lze také vytvářet jemnější motivy a užší linie než sítotiskem. Naprašování proto volíme tam, kde jsou na vrstvy kladeny vyšší nároky.[6]
Vzhledem k tomu, že tlusté vrstvy jsou zpravidla vypalovány při teplotách kolem 800 °C, zřejmou výhodou naprašování je možnost povlakovat díly, které by takto vysoké teploty nevydržely.[6]
Nevýhodou naprašování je však vyšší cena, která je dána vakuovou technikou a tím, že k vytváření motivů je třeba používat litografické metody na každou paletu zvlášť. Sítotisk také umožňuje vytvářet 3D struktury nanášením mnoha vrstvových motivů na sebe, což naprašováním nelze.[6]
Zdokonalování sítotisku vedlo k tomu, že levnější tlusté vrstvy postupně vytlačily naprašování z mnoha méně náročných aplikací. Týká se to např. hybridních obvodů, senzorů a jednodušších elektronických součástek.[6]
Naprašování v ČR
Pro řadu podniků představuje naprašování jen jednu z mnoha výrobních operací. Vlastní naprašovací systémy provozuje také několik univerzit a výzkumných center. V ČR však působí také několik firem, pro něž představuje naprašování hlavní pole jejich působnosti.
Příkladem může být firma HVM Plazma, která se soustředí především na naprašování tvrdých vrstev pro obráběcí a tvářecí nástroje. Jedná se o větší firmu, která povlakuje součásti ve velkých sériích. Firma se zabývá také počítačovým modelováním vrstev, měřením vlastností vrstev a jejich vývojem. Firma současně konstruuje i samotná naprašovací zařízení.
Naprašováním kontaktních, odporových, dielektrických a optických vrstev se zabývá firma TTS s.r.o. , která pokračuje v rozvoji tenkovrstvých technologií vyvíjených v bývalém Výzkumném ústavu Tesly (VÚST). Firma se tak podílí na výrobě tenkovrstvých senzorů, piezoelektrických součástek, objektivů pro rentgenovou optiku aj. a je také zapojena do projektů Evropské vesmírné agentury ESA. TTS spolupracuje také s univerzitami jako VŠCHT či ČVÚT a nabízí naprašování požadovaných vrstev studentům.
Naprašováním se zabývá i několik méně známých firem jako Vacuum Plating s.r.o. (kontaktní vrstvy, aj.) či SHM s.r.o. (tvrdé povlaky).
Odkazy
Reference
- The basics of sputtering third edition. 3.. vyd. Route 303, Orangeburg, New York: Material Research Corporation, 1980. 48 s. S. 6.
- MATTOX, Donald M. Handbook of Physical Vapor Deposition (PVD) Processing. 2.. vyd. The Boulevard, Langford Lane, Kidlington, Oxford 0X5 1GB, UK: Elsevier Inc., 2010. 746 s. ISBN 978-0-81-552037-5.
- BUNSHAH, Rointan F.; THORNTON, John A. Deposition Technologies for Films and Coatings. Los Angeles, California: Material Science and Engineering Department University of California 585 s.
- CHAPMAN, Brian. Glow Discharge Processes. New York: John Wiley & Sons, Inc, 1980. 406 s. ISBN 0-471-07828-X.
- Handbook of chemical vapour deposition (CVD). 2.. vyd. Norwich, New York, U.S.A.: WILLIAM ANDREW PUBLISHING, LLC, 1999. ISBN 0-8155-1432-8. S. 505.
- LICARI, James J.; ENLOW, Leonard R. Hybrid Microcircuit Technology Handbook. 2.. vyd. New Delhi: Crest Publishing House, 2004. 579 s. ISBN 81-242-0532-9.
Literatura
- MATTOX, D. M. Handbook of physical vapor deposition (PVD) processing. 2nd ed. Amsterdam: Elsevier, 2010. ISBN 978-0-81-552037-5.
- CHAPMAN, Brian N. Glow discharge processes: sputtering and plasma etching. New York: Wiley, 1980. ISBN 0-471-07828-X.
- LICARI, James J. a Leonard R. ENLOW. Hybrid microcircuit technology handbook: materials, processes, design, testing, and production. 2nd ed. Westwood, N.J.: Noyes Publications, c1998. ISBN 0815514239.
Externí odkazy
 Obrázky, zvuky či videa k tématu Naprašování na Wikimedia Commons
Obrázky, zvuky či videa k tématu Naprašování na Wikimedia Commons