Infračervené nedestruktivní testování materiálů
Aktivní termografie, jejíž součástí je i infračervené nedestruktivní testování materiálů (IRNDT)[1], je moderní metoda pro inspekci povrchových vrstev a tenkých dílů z nejrůznějších materiálů. Tato metoda využívá aktivní vybuzení (excitaci) materiálu, které v něm iniciuje požadovaný tepelný proces. Tento tepelný proces je pak sledován a na základě jeho chování, nehomogenit a časových průběhů jsou analyzovány jeho tepelné a tepelně-mechanické vlastnosti nebo defekty v materiálu. Pro analýzu tepelného procesu se přitom využívají nástroje pro standardní, neboli pasivní, termografii[2], tedy termovizní kamery. Moderní experimentální systémy s vysokorychlostními termografickými kamerami s vysokou citlivostí přitom rozšiřují možnosti použití této techniky a díky své modularitě umožňují její využití nejen pro vědecko-výzkumné aplikace, ale i pro moderní průmyslovou výrobu.
Termovizní nedestruktivní testování komponent lze provádět na široké škále různých materiálů. Na termografickou inspekci materiálu je možné pohlížet jako na metodu infračervené defektoskopie, která je schopná odhalit vnitřní vady materiálu, např. trhliny, defekty, dutiny a další nehomogenity. Tyto termografické zkoušky lze provádět na jednotlivých dílech v laboratoři nebo přímo na technologických celcích v provozu.
Úvod do infračervené termografie
Infračervená (IR – Infrared) termografie je analytická technika založená na detekci záření objektů v IR spektru vlnových délek. Takto, v souladu se zákonem vyzařování absolutně černého tělesa, září všechna tělesa, jejichž teplota je vyšší než absolutní nula. Zařízení, které detekuje a skládá 2D obraz IR záření se obecně nazývá IR kamera nebo termografická kamera, případně termovizní kamera nebo také zkráceně termovize. Výsledkem záznamu termovizní kamery je obraz odpovídající intenzitě tepelného vyzařování snímaného objektu. Tento záznam se nazývá termogram. Intenzita tepelného záření objektů přitom přímo souvisí s jejich teplotou. Termogram je proto obrazem rozložení povrchové teploty tělesa a IR termografie se nejčastěji využívá k bezkontaktnímu měření prostorového a časového rozložení teplotních polí.

Vlastnosti
IR termografie má množství výhod: je bezkontaktní, zaznamenává celou plochu (podobně jako běžná video-kamera ve viditelném spektru), umožňuje měření pohyblivých nebo rotačních objektů i objektů o velmi vysokých teplotách. Je nicméně nutné si uvědomit, že intenzita IR záření detekovaná termovizní kamerou nezávisí pouze na teplotě měřeného objektu. Hlavní nevýhodou IR termografie je to, že výsledek je ovlivněn množstvím dalších faktorů, jako např. tepelně-optické vlastnosti tělesa (emisivita, propustnost, odrazivost)[3], okolní teplota, vlastnosti prostředí apod. Zásadní pro přesné měření teploty jsou zejména optické vlastnosti měřených těles, jejichž stanovení je poměrně komplikované a vyžaduje zkušenosti i odpovídající vybavení.
Rozdělení
Termografie se dělí na kvalitativní nebo kvantitativní a pasivní nebo aktivní. Kvalitativní termografie většinou nepožaduje přesné měření teplot. Vyhodnocují se teplotní rozdíly a kontrasty v IR vyzařování mezi jednotlivými komponentami, mezi různými místy jednoho měřeného objektu nebo měřeného objektu vůči pozadí. Kvalitativní termografie má mnoho významných aplikací, např. diagnostika tepelných netěsností, diagnostika tepelných součástí, vyhledávání osob nebo v lékařství. Cílem kvantitativní termografie je přesné stanovení hodnot teploty měřených objektů nebo jejich částí. V tomto případě je nezbytná znalost optických vlastností měřených objektů, často v závislosti na teplotě a je potřeba také hodnotit vliv okolí na měřené hodnoty.
Mezi významné aplikace kvantitativní termografie patří např. kontrola teplot při tepelném zpracování nebo stanovení tepelných okrajových podmínek pro numerické simulace tepelných procesů.
Oba přístupy, kvalitativní i kvantitativní, mohou být aplikovány ve smyslu pasivní nebo aktivní termografie. Pokud se při měření uměle neovlivňuje teplota součásti a měří se tedy její přirozená teplota nebo přirozeně vzniklé teplotní kontrasty, jedná se o pasivní termografii. Pokud je na měřený objekt uměle aplikováno vybuzení externím zdrojem, které způsobí vznik teplotních kontrastů spojených s materiálovými nehomogenitami nebo výskytem vad v materiálu, jedná se o aktivní termografii. Aktivní termografie je významnou technikou při zjišťování defektů v materiálu, tzv. infračerveném nedestruktivním testování (IRNDT), nebo při zjišťování materiálových tepelných vlastností.
Infračervené nedestruktivní testování (IRNDT)
Aktivní termografie
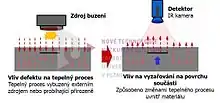
Aktivní termografie využívá externí zdroj pro vybuzení měřeného objektu, tedy vnesení energie do tohoto objektu. Obecně lze zdroje buzení rozdělit pomocí principu buzení:
- absorpce optického záření nebo mikrovln,
- elektro-magnetická indukce,
- transformace elastických vln (např. ultrazvuk),
- konvekce (např. horký vzduch),
- transformace plastické deformace (termo-plastický jev při mechanickém namáhání).
Pro aktivní termografii a nedestruktivní testování lze použít různé budicí zdroje: např. laserový ohřev, flash-lampy, halogenové lampy, elektrický ohřev, ultrazvukové buzení, vířivé proudy, mikrovlny a další. Pomocí externího zdroje lze měřený objet ohřát přímo, např. pomocí halogenových lamp nebo horkého vzduchu. Materiálové nehomogenity nebo defekty pak způsobí narušení tepelného pole, které se pomocí vnějšího zdroje v materiálu vytvořilo. Toto narušení je pak detekováno jako teplotní rozdíly na povrchu materiálu. Jinou možností je využití tepelně-fyzikálních procesů v materiálu, kdy se mechanická nebo elektrická energie vlivem defektů, nehomogenit příp. plastické deformace mění na tepelnou energii (např. ultrazvukové buzení). Vznikají tak lokální tepelné zdroje, které způsobují teplotní rozdíly detekované na povrchu materiálu pomocí termovizní techniky.
Metody IRNDT
Bylo vyvinuto množství způsobů vyhodnocení záznamu termovizní kamery pro nedestruktivní testování při využití aktivní termografie. Metoda vyhodnocení se liší podle druhu použitého budícího zdroje a podle typu buzení (pulzní, periodické, kontinuální). V nejjednodušším případě je možné využít kontinuální buzení a odezva je viditelná přímo na termogramu. Ve většině případů je však nutné využít vyspělejší techniky analýzy signálu. K používaným metodám patří zejména Lock-In, pulzní termografie a transient termografie (metoda tepelné vlny, step thermography).
- Lock-In termografie (metoda periodického buzení). Pro buzení je použit modulovaný periodický zdroj. Vyhodnocují se fáze a amplituda měřeného signálu, které jsou analyzovány různými technikami. Vhodným budícím zdrojem jsou např. halogenové lampy, LED lampy, ultrazvukové buzení nebo elektrický proud. Výhodou je možnost použití na velké plochy a nízké tepelné zatížení zkoumané součásti. Nevýhodou je delší čas měření a závislost možnosti detekce na geometrické orientaci defektů. Metoda Lock-In se více hodí na testování komponent s nízkou tepelnou difuzivitou a pro různé účely má mnoho modifikací (např. Lock-In Ref, Lock-In Online apod.)
- Pulzní termografie (metoda pulzu). Pro vybuzení objektu je využit velmi krátký pulz, většinou v řádech jednotek milisekund, a je analyzován proces chladnutí objektu. Typické je využití např. flash-lampy. Výhodou této metody je rychlost analýz a možnost odhadu hloubky defektu. Nevýhodou je omezená hloubka analýzy, omezení zkoumané plochy s ohledem na reálné výkony budicích zdrojů a závislost možnosti detekce na geometrické orientaci defektů.
- Transient termografie (step thermography, metoda tepelné vlny). Buzení a vyhodnocení je principialně podobné jako v případě pulzní termografie, délka pulzu je ale řádově delší. Oproti pulzní termografii není potřeba takových výkonů budicího zdroje, je možné analyzovat větší plochy a měření je kratší, než v případě Lock-In termografie. Citlivost metody je obdobně jako v případě pulzní termografie omezena geometrickou orientací defektů. Vhodný budicí zdroj pro tuto analýzu jsou např. halogenové lampy.
- Kontinuální buzení. Nejjednodušší případ využitelný pouze v určitých aplikacích.
Pro IRNDT aplikace se standardně využívá vysokorychlostní chlazená termovize s vysokou citlivostí. Nicméně, pokud to povaha aplikace dovoluje, lze využít i nechlazené bolometrické termokamery. To může pro danou aplikaci významným způsobem snížit náklady na pořízení systému.
Měřicí systémy bývají v mnoha případech modulární. To znamená, že různé budicí zdroje mohou být kombinované s různými termovizními kamerami a různými metodami vyhodnocení, v závislosti na požadavcích aplikace, testovaném materiálu, požadavcích na čas měření, velikosti testované plochy apod. To umožňuje univerzální využití systému pro nejrůznější průmyslové i vědecko-výzkumné aplikace.
Příklady aplikací
Metoda IRNDT (infračervené nedestruktivní testování) je vhodná pro detekci a inspekci trhlin, defektů, dutin a nehomogenit v materiálu, dále je možné ji použít na inspekci svarů kovových a plastových dílů, inspekci solárních článků a solárních panelů, zjišťování vnitřní struktury materiálu apod.
Hlavní výhodou IRNDT metody je možnost použití na různé materiály v široké škále průmyslových a výzkumných aplikací. Jedná se o rychlé, nedestruktivní a bezkontaktní měření. Omezující podmínkou použití IRNDT metody je inspekční hloubka v souvislosti s velikostí a orientací defektu/trhliny/nehomogenity v materiálu.
Demonstrační ukázka pulzní IRNDT analýzy

Na vzorku z uhlíkových vláken je z jedné strany vytvořeno 6 otvorů o různé hloubce, které simulujících defekty v různých hloubkách pod povrchem v rozmezí 1–4 mm. IRNDT analýza je prováděna z hladké strany – proti dnu otvorů. Výsledky pulzní-zábleskové analýzy (flash-pulse) ukazují, že otvory se při vyhodnocení objevují v různých časech – v závislosti na jejich hloubce. Pomocí pulzní-zábleskové analýzy lze tedy zjistit nejen přítomnost defektu, ale také jeho hloubku pod povrchem v případě, že je známá difuzivita.
Inspekce laserově svařeného plastového dílu

Laserové svařování plastů je progresivní technologie spojování materiálů o různých optických vlastnostech. Klasické metody testování provedení a kvality svarů, jako jsou např. metalografická analýza v řezu nebo rentgenová tomografie nejsou příliš vhodné pro rutinní měření. V těchto případech je možné úspěšně využít pulzní IRNDT analýzu k inspekci provedených svarů. Na obrázku je uvedený příklad inspekce svařeného plastového dílu s přerušeným svarem a se správně provedeným svarem. Přerušení svaru i nepřerušená svarová linie jsou jasně patrné z vyhodnocení IRNDT pulzní-zábleskové (flash-pulse) analýzy.
Inspekce laserově svařených spojů

Laserové svařování kovů je moderní technologií tavného svařování. V současné době nachází široké uplatnění nejen v oblasti vědecko-výzkumné, ale etabluje se i v řadě průmyslových odvětví, především ve strojírenství a elektrotechnice. Mezi časté uživatele patří např. automobilový průmysl, který díky své dlouhodobé kontinuální inovaci umožňuje rychlou implementaci této moderní technologie do své výroby. Laserem je možné vytvářet jakostní svary různých typů a to jak extrémně tenkých, tak tlustých polotovarů. Svařitelné jsou běžné uhlíkové oceli, korozivzdorné oceli, hliník a jeho slitiny, měď, titan a v neposlední řadě i speciální materiály a jejich kombinace.
Nedílnou součástí výroby svařenců je kontrola jejich jakosti. Na rozdíl od konvenčních nedestruktivních metod testování nachází IRNDT uplatnění nejen po ukončení procesu laserového svařování, ale i v jeho průběhu. Díky tomu je možné již během výroby svařence posoudit zda bude, či nebude vyhovovat stanoveným kritériím jakosti.
Externí odkazy
 Obrázky, zvuky či videa k tématu Infračervené nedestruktivní testování materiálů na Wikimedia Commons
Obrázky, zvuky či videa k tématu Infračervené nedestruktivní testování materiálů na Wikimedia Commons - Aktivní termografie a IR nedestruktivní testování, Západočeská univerzita v Plzni, Nové technologie – Výzkumné centrum, odbor Termomechanika technologických procesů
Reference
- Laboratoř aktivní termografie, Západočeská univerzita v Plzni, Nové technologie - Výzkumné centrum, odbor Termomechanika technologických procesů
- Laboratoř měření teplotních polí, Západočeská univerzita v Plzni, Nové technologie - Výzkumné centrum, odbor Termomechanika technologických procesů
- Laboratoř měření optických vlastností, Západočeská univerzita v Plzni, Nové technologie - Výzkumné centrum, odbor Termomechanika technologických procesů